OPERATING INSTRUCTIONS
To Set for Machine or Remote Control
The output can be controlled either at the wire feeder or the
To adjust the output from the wire feeder, set the toggle switch on the front of the
To Set the Welder Output
With the toggle switch set to “Output Control at
Set the output as required by the welding procedures.
Mode Switch
The toggle switch labeled CV Innershield, CV submerged arc, VV submerged arc, is used to select the proper welder characteristics for the process being used.
NOTE: Some machines say ”VV” for variable voltage while other machines use the terminology “CC” for constant cur- rent.
The CV Innershield Mode permits the
The CV Submerged Arc Mode also produces an essentially flat output characteristics that can be varied from approxi- mately 20 to 60 volts. The dynamic characteristics of the CV Submerged Arc Mode are such that excellent submerged arc welding can be obtained for most procedures that pre- viously required a constant current type power source.
The VV Submerged Arc Mode permits the
Set-up for Various Processes
Selection of mode switch position — There are several gen- eral rules to follow in the selection of the mode switch posi- tion.
1.Use the CV Innershield mode for all Innershield weld- ing.
2.Use the CV Submerged Arc mode for most submerged arc welding. However, some high speed welding pro- cedures may perform better on the CV Innershield mode.
3.The VV (CC) mode is available for high current, large puddle submerged arc procedures that cannot be done as well with the constant voltage mode.
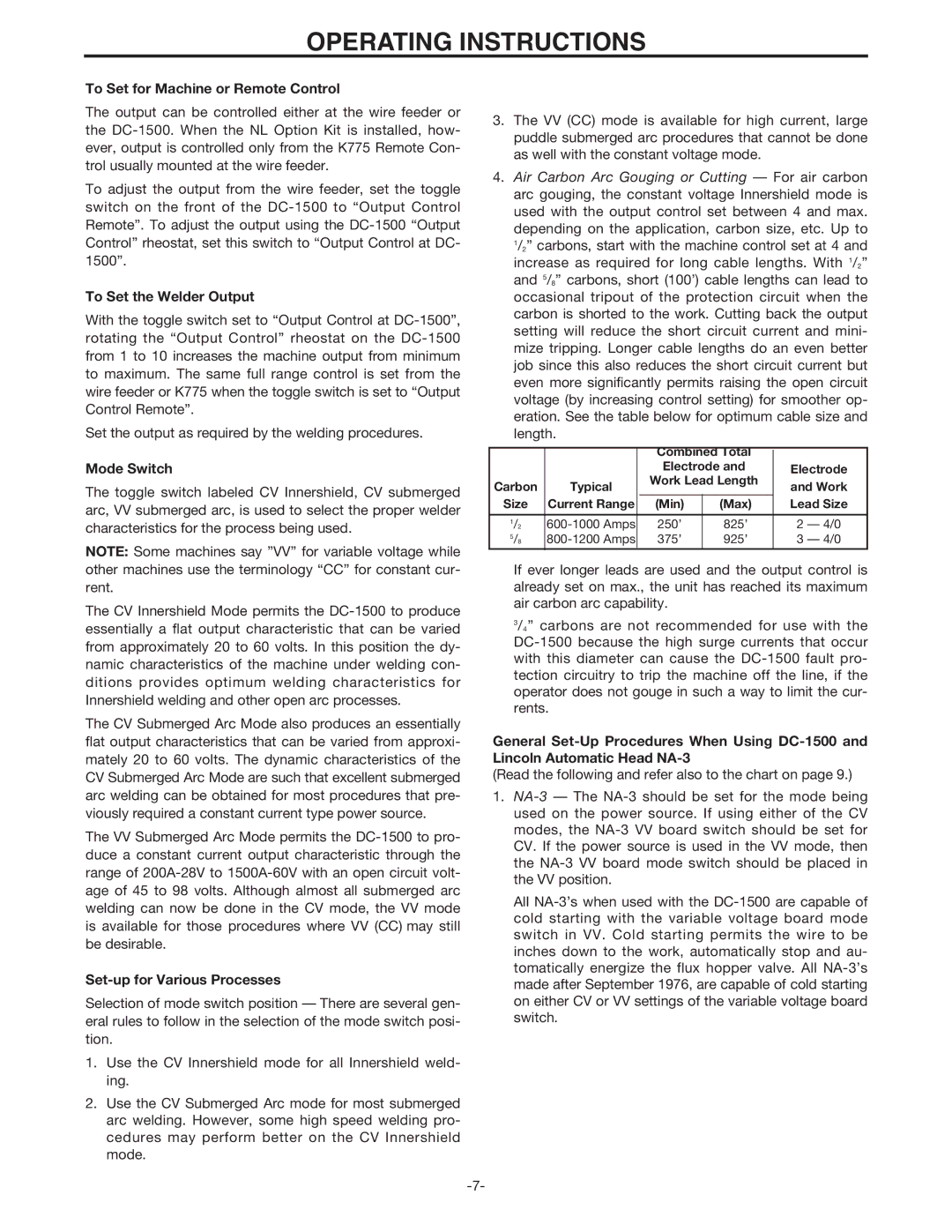
4.Air Carbon Arc Gouging or Cutting — For air carbon arc gouging, the constant voltage Innershield mode is used with the output control set between 4 and max. depending on the application, carbon size, etc. Up to 1/2” carbons, start with the machine control set at 4 and increase as required for long cable lengths. With 1/2” and 5/8” carbons, short (100’) cable lengths can lead to occasional tripout of the protection circuit when the carbon is shorted to the work. Cutting back the output setting will reduce the short circuit current and mini- mize tripping. Longer cable lengths do an even better job since this also reduces the short circuit current but even more significantly permits raising the open circuit voltage (by increasing control setting) for smoother op- eration. See the table below for optimum cable size and length.
|
| Combined Total |
| |
|
|
| ||
|
| Electrode and | Electrode | |
Carbon | Typical | Work Lead Length | and Work | |
|
| |||
Size | Current Range | (Min) | (Max) | Lead Size |
|
|
|
|
|
1/2 | 250’ | 825’ | 2 — 4/0 | |
5/8 | 375’ | 925’ | 3 — 4/0 | |
If ever longer leads are used and the output control is already set on max., the unit has reached its maximum air carbon arc capability.
3/4” carbons are not recommended for use with the
General
(Read the following and refer also to the chart on page 9.)
1.
All