
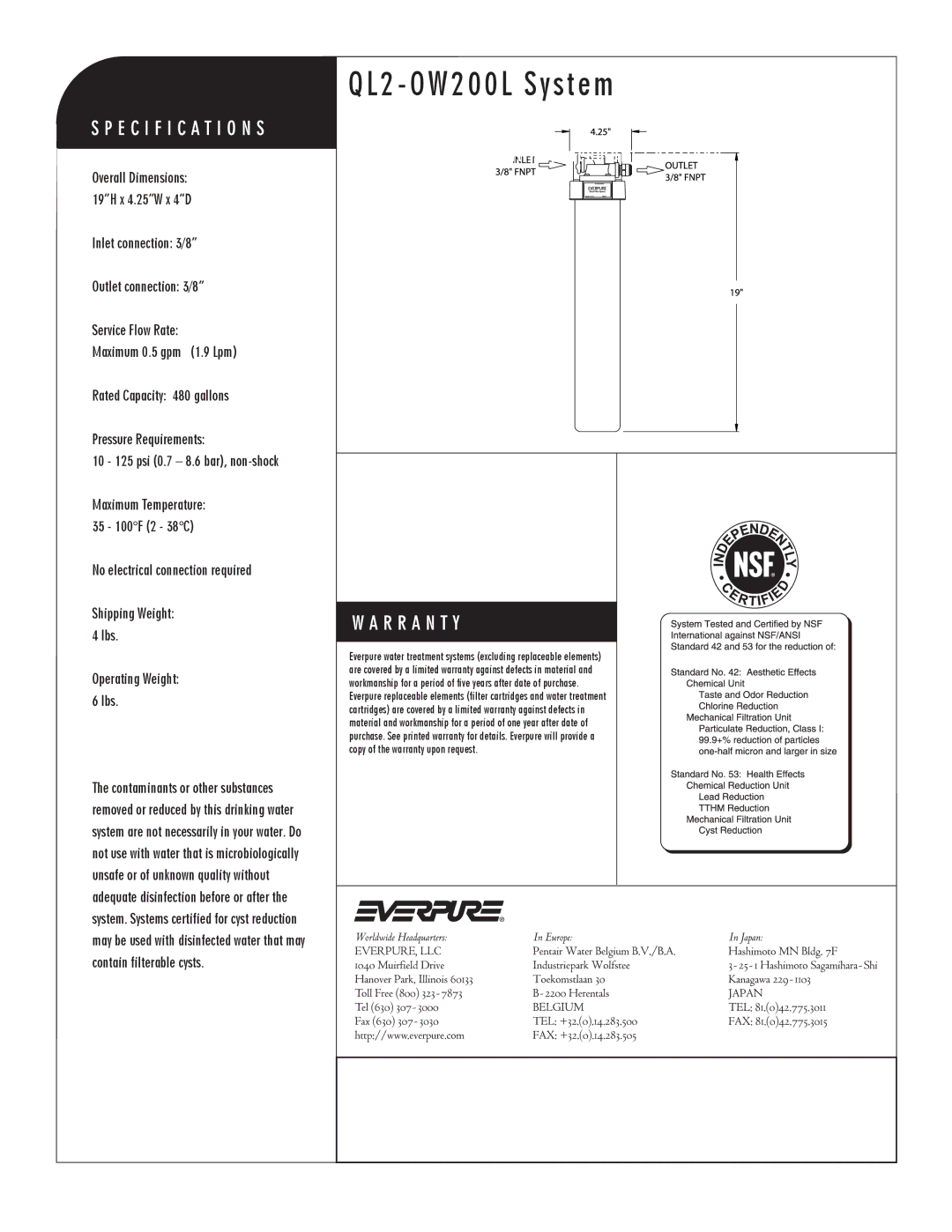
OW200L specifications
The Everpure OW200L is a highly efficient water filtration system designed for commercial applications, particularly in foodservice environments. This innovative unit provides a reliable solution for ensuring the safety and quality of drinking water and food preparation. With a strong focus on performance, the OW200L incorporates cutting-edge technologies and features that make it stand out in the market.One of the key characteristics of the OW200L is its advanced filtration mechanism. It utilizes Everpure’s proprietary Micro-Pure II technology, which effectively reduces contaminants such as sediment, chlorine, cysts, and other harmful particles. This results in cleaner, tastier water that can greatly enhance the quality of food and beverages served. The system is engineered to deliver a consistent flow rate while ensuring maximum reduction of impurities, making it ideal for high-demand settings.
Another notable feature of the OW200L is its dual-stage filtration process. The first stage involves the removal of larger particles, while the second stage targets finer impurities and contaminants. This comprehensive approach ensures that the water not only tastes better but is also safer for consumption. The combination of these stages maximizes the overall filtration efficiency, providing excellent results.
The OW200L is designed with user convenience in mind. Its compact size allows for easy installation in various locations, including under-counter and wall-mounted configurations. The unit also boasts a straightforward filter replacement process, which minimizes downtime and ensures that users can maintain optimal functionality without hassle.
Additionally, the OW200L is equipped with a color-coded change indicator that alerts users when it’s time to replace the filter. This feature helps in maintaining the system’s performance and ensures that water quality is never compromised.
Durability is another critical element of the OW200L. Constructed with high-quality materials, this filtration system is built to withstand the rigors of commercial use, ensuring longevity and minimal maintenance requirements.
In summary, the Everpure OW200L stands out as a leading choice for businesses looking to provide high-quality water for their operations. With its advanced filtration technology, user-friendly design, and durable construction, it effectively meets the needs of foodservice environments while ensuring the utmost safety and taste in every glass.