Control Panel
The Invision™ 350 MPa and
1
6
MPa
MPa: M (MIG), P (Pulse), a (Advanced
OUTPUT ON
2
3
4
5
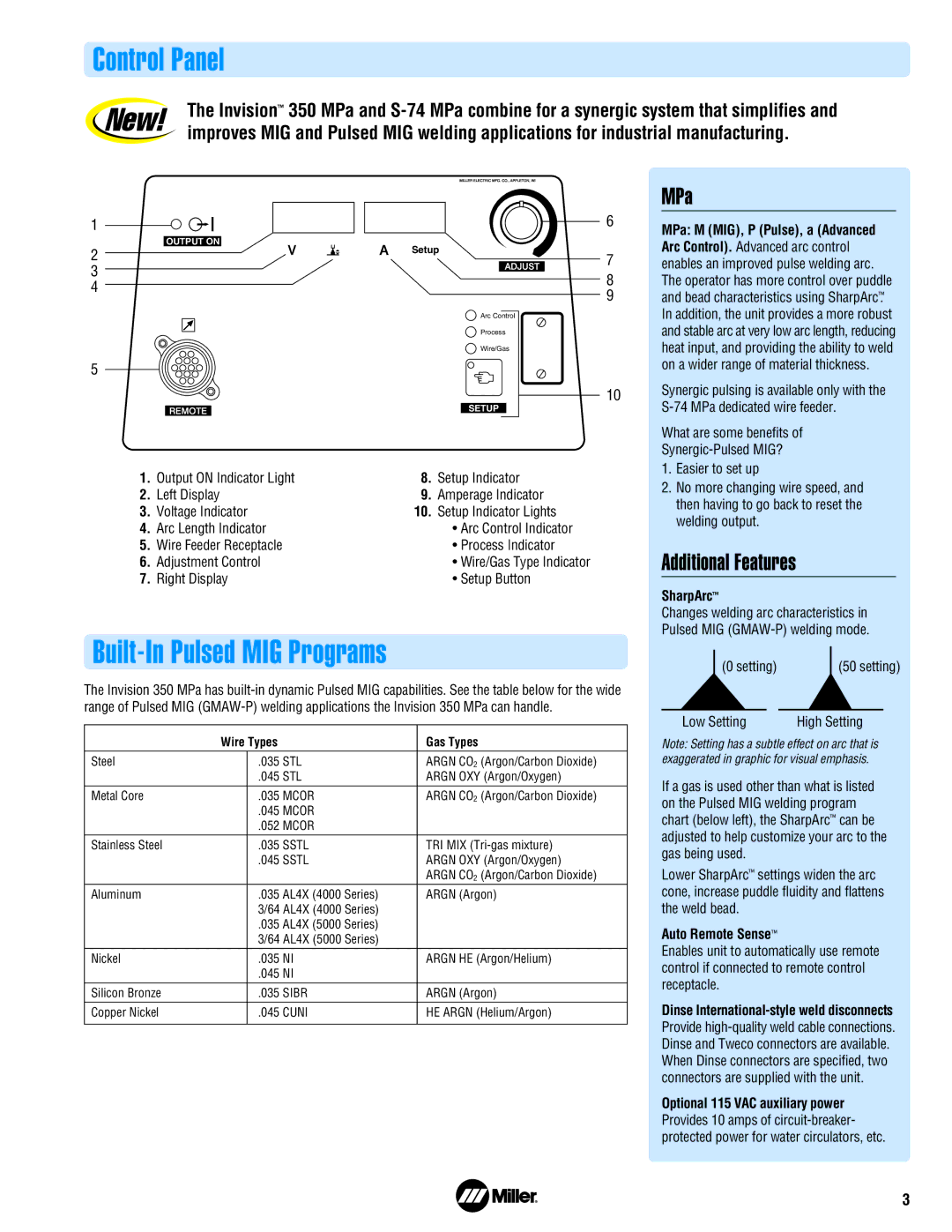
1.Output ON Indicator Light
2.Left Display
3.Voltage Indicator
4.Arc Length Indicator
5.Wire Feeder Receptacle
6.Adjustment Control
7.Right Display
Setup | Arc Control). Advanced arc control | ||||
7 | enables an improved pulse welding arc. | ||||
8 | The operator has more control over puddle | ||||
9 | ™ | ||||
and bead characteristics using SharpArc . | |||||
|
|
| In addition, the unit provides a more robust | ||
Arc Control |
|
| |||
Process |
| and stable arc at very low arc length, reducing | |||
Wire/Gas |
| heat input, and providing the ability to weld | |||
|
|
|
| on a wider range of material thickness. | |
|
|
| 10 | Synergic pulsing is available only with the | |
| |||||
SETUP |
| ||||
|
|
|
| What are some benefits of | |
|
|
|
| ||
8. Setup Indicator | 1. Easier to set up | ||||
2. No more changing wire speed, and | |||||
9. Amperage Indicator | |||||
then having to go back to reset the | |||||
10. Setup Indicator Lights | |||||
welding output. | |||||
• Arc Control Indicator | |||||
| |||||
• Process Indicator | Additional Features | ||||
• Wire/Gas Type Indicator | |||||
• Setup Button |
| ||||
SharpArc™ | |||||
|
|
|
| ||
|
|
|
| Changes welding arc characteristics in | |
|
|
|
| Pulsed MIG | |
Built-In Pulsed MIG Programs
The Invision 350 MPa has
| Wire Types |
| Gas Types | |
Steel |
| .035 | STL | ARGN CO2 (Argon/Carbon Dioxide) |
|
| .045 | STL | ARGN OXY (Argon/Oxygen) |
Metal Core |
| .035 | MCOR | ARGN CO2 (Argon/Carbon Dioxide) |
|
| .045 MCOR |
| |
|
| .052 MCOR |
| |
Stainless Steel |
| .035 | SSTL | TRI MIX |
|
| .045 | SSTL | ARGN OXY (Argon/Oxygen) |
|
|
|
| ARGN CO2 (Argon/Carbon Dioxide) |
Aluminum |
| .035 | AL4X (4000 Series) | ARGN (Argon) |
|
| 3/64 AL4X (4000 Series) |
| |
|
| .035 | AL4X (5000 Series) |
|
|
| 3/64 AL4X (5000 Series) |
| |
Nickel |
| .035 | NI | ARGN HE (Argon/Helium) |
|
| .045 | NI |
|
Silicon Bronze |
| .035 | SIBR | ARGN (Argon) |
|
|
|
|
|
Copper Nickel |
| .045 | CUNI | HE ARGN (Helium/Argon) |
|
|
|
|
|
| (0 setting) |
| (50 setting) | ||
|
| ||||
|
|
|
|
|
|
Low Setting | High Setting | ||||
Note: Setting has a subtle effect on arc that is exaggerated in graphic for visual emphasis.
If a gas is used other than what is listed on the Pulsed MIG welding program chart (below left), the SharpArc™ can be adjusted to help customize your arc to the gas being used.
Lower SharpArc™ settings widen the arc cone, increase puddle fluidity and flattens the weld bead.
Auto Remote Sense™
Enables unit to automatically use remote control if connected to remote control receptacle.
Dinse
Optional 115 VAC auxiliary power Provides 10 amps of
3