OPERATING THE BAND SAW
DISCONNECT MACHINE FROM POWER SOURCE.
Before starting the machine, make all adjustments and put all guards in place. Turn the upper wheel clockwise by hand to be sure that everything is correct before providing power to the tool.
Keep the top guide close to the work. Do not force the material against the blade. Light contact with the blade will permit eas- ier following of the line and will prevent excess friction, heating, and
Keep the saw blade sharp and very little pressure will be required for average cutting. Avoid twisting the blade by turning abrupt corners.
CUTTING CURVES
When cutting curves, turn the stock carefully so that the blade may follow without being twisted. If a curve is so abrupt that repeated new kerfs are needed, then use either a narrower blade or one that has more set. The more set a blade has, the easier the stock is to turn. However, the cut is usually rougher than when using a medium set.
When withdrawing the blade, be careful not to draw the blade off of the wheels. In most cases, it is easier and safer to turn the workpiece and saw out through waste material. Do not back the blade out while the saw is running.
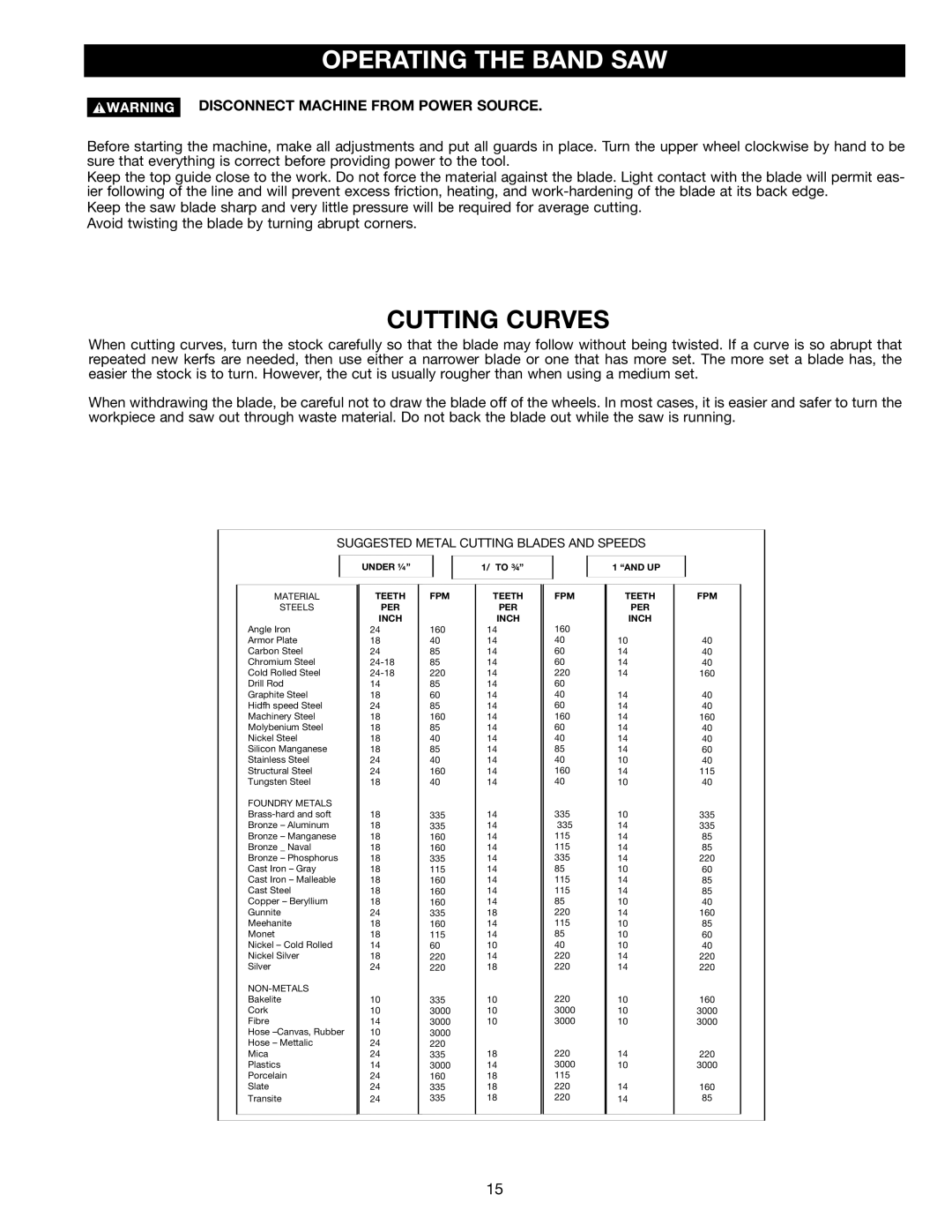
SUGGESTED METAL CUTTING BLADES AND SPEEDS
MATERIAL
STEELS
Angle Iron
Armor Plate
Carbon Steel Chromium Steel Cold Rolled Steel Drill Rod Graphite Steel Hidfh speed Steel Machinery Steel Molybenium Steel Nickel Steel Silicon Manganese Stainless Steel Structural Steel Tungsten Steel
FOUNDRY METALS
Copper – Beryllium Gunnite Meehanite Monet
Nickel – Cold Rolled Nickel Silver Silver
NON-METALS
Bakelite
Cork
Fibre
Hose
Hose – Mettalic
Mica
Plastics
Porcelain
Slate
Transite
UNDER ¼” |
|
|
| 1/ TO ¾” |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
TEETH |
| FPM | TEETH |
| ||
PER |
|
|
|
| PER |
|
INCH |
|
|
|
| INCH |
|
24 |
| 160 |
| 14 |
| |
18 |
| 40 |
| 14 |
| |
24 |
| 85 |
| 14 |
| |
| 85 |
| 14 |
| ||
| 220 |
| 14 |
| ||
14 |
| 85 |
| 14 |
| |
18 |
| 60 |
| 14 |
| |
24 |
| 85 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 85 |
| 14 |
| |
18 |
| 40 |
| 14 |
| |
18 |
| 85 |
| 14 |
| |
24 |
| 40 |
| 14 |
| |
24 |
| 160 |
| 14 |
| |
18 |
| 40 |
| 14 |
| |
18 |
| 335 |
| 14 |
| |
18 |
| 335 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 335 |
| 14 |
| |
18 |
| 115 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 160 |
| 14 |
| |
24 |
| 335 |
| 18 |
| |
18 |
| 160 |
| 14 |
| |
18 |
| 115 |
| 14 |
| |
14 |
| 60 |
| 10 |
| |
18 |
| 220 |
| 14 |
| |
24 |
| 220 |
| 18 |
| |
10 |
| 335 |
| 10 |
| |
10 |
| 3000 |
| 10 |
| |
14 |
| 3000 |
| 10 |
| |
10 |
| 3000 |
|
|
| |
24 |
| 220 |
|
|
| |
24 |
| 335 |
| 18 |
| |
14 |
| 3000 |
| 14 |
| |
24 |
| 160 |
| 18 |
| |
24 |
| 335 |
| 18 |
| |
24 |
| 335 |
| 18 |
| |
|
|
|
|
|
|
|
1 “AND UP
FPM | TEETH | FPM | |
| PER |
| |
160 | INCH |
| |
|
| ||
40 | 10 | 40 | |
60 | 14 | 40 | |
60 | 14 | 40 | |
220 | 14 | 160 | |
60 |
|
| |
40 | 14 | 40 | |
60 | 14 | 40 | |
160 | 14 | 160 | |
60 | 14 | 40 | |
40 | 14 | 40 | |
85 | 14 | 60 | |
40 | 10 | 40 | |
160 | 14 | 115 | |
40 | 10 | 40 | |
335 | 10 | 335 | |
335 | 14 | 335 | |
115 | 14 | 85 | |
115 | 14 | 85 | |
335 | 14 | 220 | |
85 | 10 | 60 | |
115 | 14 | 85 | |
115 | 14 | 85 | |
85 | 10 | 40 | |
220 | 14 | 160 | |
115 | 10 | 85 | |
85 | 10 | 60 | |
40 | 10 | 40 | |
220 | 14 | 220 | |
220 | 14 | 220 | |
220 | 10 | 160 | |
3000 | 10 | 3000 | |
3000 | 10 | 3000 | |
220 | 14 | 220 | |
3000 | 10 | 3000 | |
115 |
|
| |
220 | 14 | 160 | |
220 | 14 | 85 | |
|
|
| |
|
|
|
15