
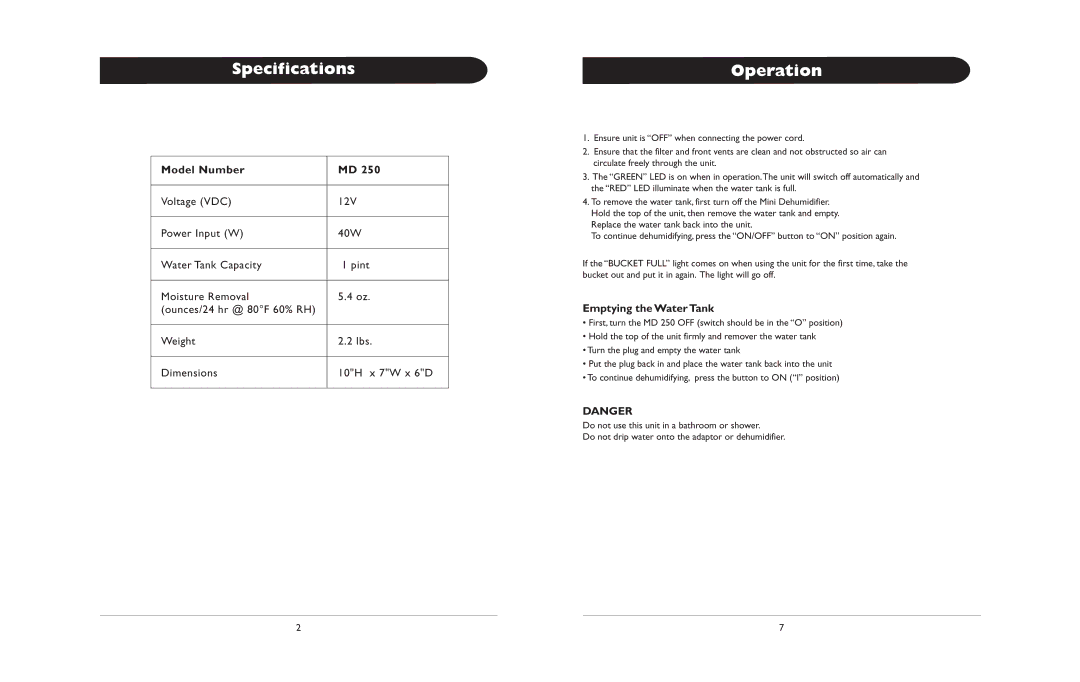
MD250 specifications
The Amcor MD250 is an advanced packaging machine that has gained significant recognition in the industry for its efficiency, versatility, and innovative technologies. Designed to meet the needs of modern manufacturing, the MD250 offers a range of features that make it a reliable choice for manufacturers looking to enhance their packaging processes.One of the standout characteristics of the Amcor MD250 is its high-speed performance. Capable of handling up to 250 packs per minute, this machine is engineered for maximum throughput, making it ideal for high-demand production environments. The mechanical design ensures stability and precision, reducing downtime and increasing overall productivity.
The MD250 is particularly known for its flexible packaging options. It is compatible with various materials, including film, paper, and laminates, enabling producers to meet diverse packaging requirements. This adaptability allows businesses to switch between different packaging formats seamlessly, catering to market demands without the need for extensive reconfigurations.
Equipped with state-of-the-art technologies, the MD250 incorporates user-friendly interfaces that simplify operation. The touch-screen control panel provides real-time monitoring and diagnostics, allowing operators to make adjustments on the fly and ensuring optimal performance. Additionally, the machine features advanced sensors that detect pack integrity and provide alerts for any potential issues, enhancing quality control.
Another remarkable aspect of the Amcor MD250 is its energy efficiency. Designed with sustainability in mind, the machine minimizes waste and optimizes power consumption, helping companies reduce their carbon footprint while maintaining cost-effectiveness. This is an increasingly important consideration in the packaging industry, where environmental impact is a growing concern.
Furthermore, maintenance of the MD250 is made straightforward through modular components that can be easily accessed and replaced. This design philosophy not only reduces maintenance time but also enhances the longevity of the machine. With a focus on reliability, the MD250 is built to withstand the rigors of daily operations.
In summary, the Amcor MD250 stands out with its high-speed capabilities, flexible packaging options, advanced technology integration, energy efficiency, and ease of maintenance. It represents a robust solution for manufacturers looking to optimize their packaging processes and stay competitive in today’s fast-paced market. Whether for food, pharmaceuticals, or consumer goods, the MD250 is an invaluable asset that supports businesses in achieving their packaging goals.