Operating Instructions and Parts Manual
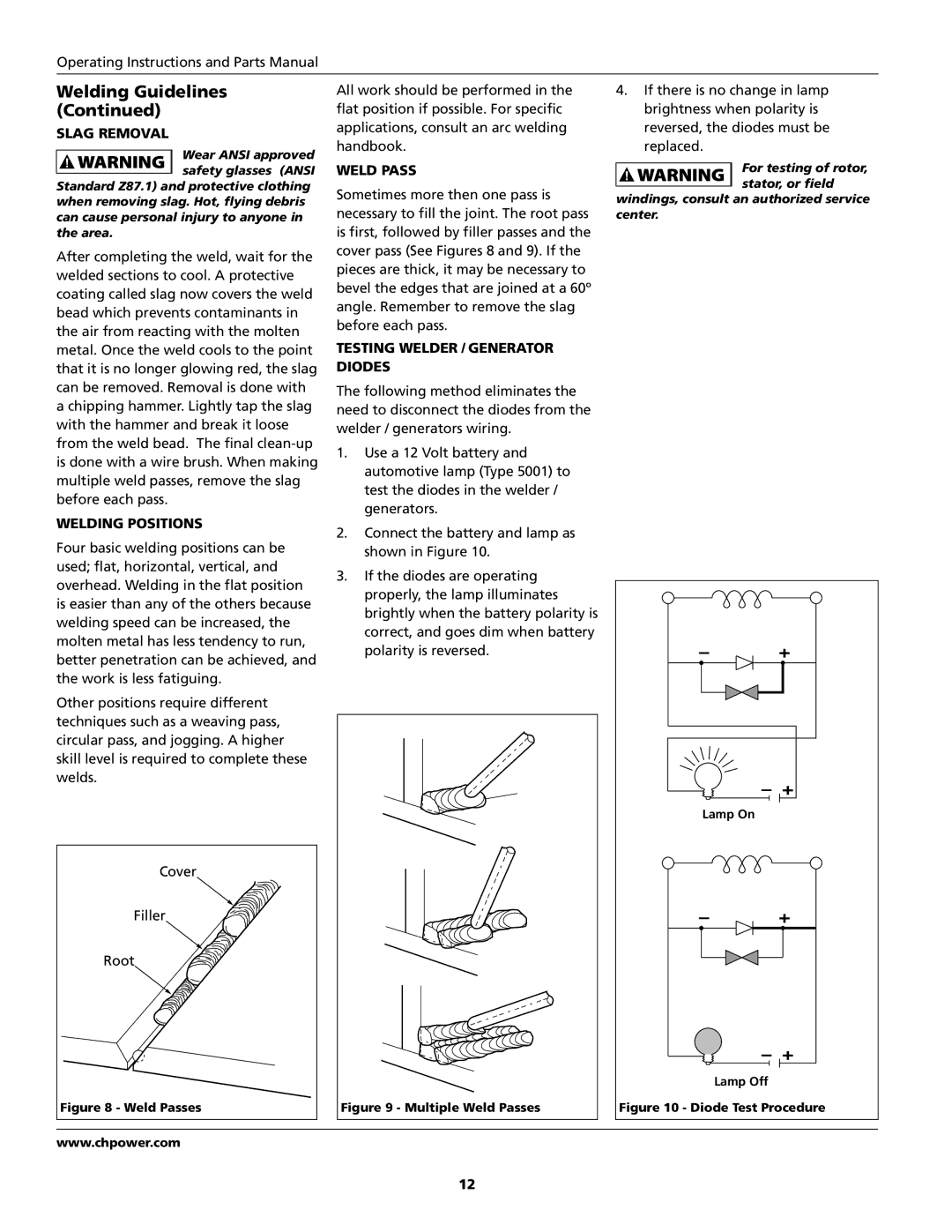
Welding Guidelines | All work should be performed in the | 4. If there is no change in lamp | |||||||
(Continued) | flat position if possible. For specific | brightness when polarity is | |||||||
SLAG REMOVAL | applications, consult an arc welding | reversed, the diodes must be | |||||||
handbook. | replaced. | ||||||||
|
| Wear ANSI approved | |||||||
|
| WELD PASS |
|
| For testing of rotor, | ||||
|
| safety glasses (ANSI |
|
| |||||
|
|
|
| ||||||
Standard Z87.1) and protective clothing | Sometimes more then one pass is |
|
| stator, or field | |||||
|
| ||||||||
|
| ||||||||
when removing slag. Hot, flying debris | windings, consult an authorized service | ||||||||
necessary to fill the joint. The root pass | |||||||||
can cause personal injury to anyone in | center. | ||||||||
the area. | is first, followed by filler passes and the |
|
|
|
| ||||
After completing the weld, wait for the | cover pass (See Figures 8 and 9). If the |
|
|
|
| ||||
pieces are thick, it may be necessary to |
|
|
|
| |||||
welded sections to cool. A protective |
|
|
|
| |||||
bevel the edges that are joined at a 60º |
|
|
|
| |||||
coating called slag now covers the weld |
|
|
|
| |||||
angle. Remember to remove the slag |
|
|
|
| |||||
bead which prevents contaminants in |
|
|
|
| |||||
before each pass. |
|
|
|
| |||||
the air from reacting with the molten |
|
|
|
| |||||
|
|
|
|
|
| ||||
metal. Once the weld cools to the point | TESTING WELDER / GENERATOR |
|
|
|
| ||||
that it is no longer glowing red, the slag | DIODES |
|
|
|
| ||||
can be removed. Removal is done with | The following method eliminates the |
|
|
|
| ||||
a chipping hammer. Lightly tap the slag | need to disconnect the diodes from the |
|
|
|
| ||||
with the hammer and break it loose | welder / generators wiring. |
|
|
|
| ||||
from the weld bead. The final | 1. | Use a 12 Volt battery and |
|
|
|
| |||
is done with a wire brush. When making |
|
|
|
| |||||
| automotive lamp (Type 5001) to |
|
|
|
| ||||
multiple weld passes, remove the slag |
|
|
|
|
| ||||
| test the diodes in the welder / |
|
|
|
| ||||
before each pass. |
|
|
|
|
| ||||
| generators. |
|
|
|
| ||||
WELDING POSITIONS |
|
|
|
|
| ||||
2. Connect the battery and lamp as |
|
|
|
| |||||
Four basic welding positions can be |
|
|
|
| |||||
| shown in Figure 10. |
|
|
|
| ||||
used; flat, horizontal, vertical, and | 3. | If the diodes are operating |
|
|
|
| |||
overhead. Welding in the flat position |
|
|
|
| |||||
| properly, the lamp illuminates |
|
|
|
| ||||
is easier than any of the others because |
|
|
|
|
| ||||
| brightly when the battery polarity is |
|
|
|
| ||||
welding speed can be increased, the |
|
|
|
|
| ||||
| correct, and goes dim when battery |
|
|
|
| ||||
molten metal has less tendency to run, |
|
|
|
|
| ||||
| polarity is reversed. |
|
|
|
| ||||
better penetration can be achieved, and |
|
|
|
|
| ||||
|
|
|
|
|
| ||||
|
|
|
|
|
| ||||
the work is less fatiguing. |
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
| |
Other positions require different techniques such as a weaving pass, circular pass, and jogging. A higher skill level is required to complete these welds.
|
| Lamp On |
Cover |
|
|
Filler |
|
|
Root |
|
|
|
| Lamp Off |
Figure 8 - Weld Passes | Figure 9 - Multiple Weld Passes | Figure 10 - Diode Test Procedure |
www.chpower.com |
|
|
12