Wire Feed Arc Welder
For Information About This Product, Call 1-800-746-5641
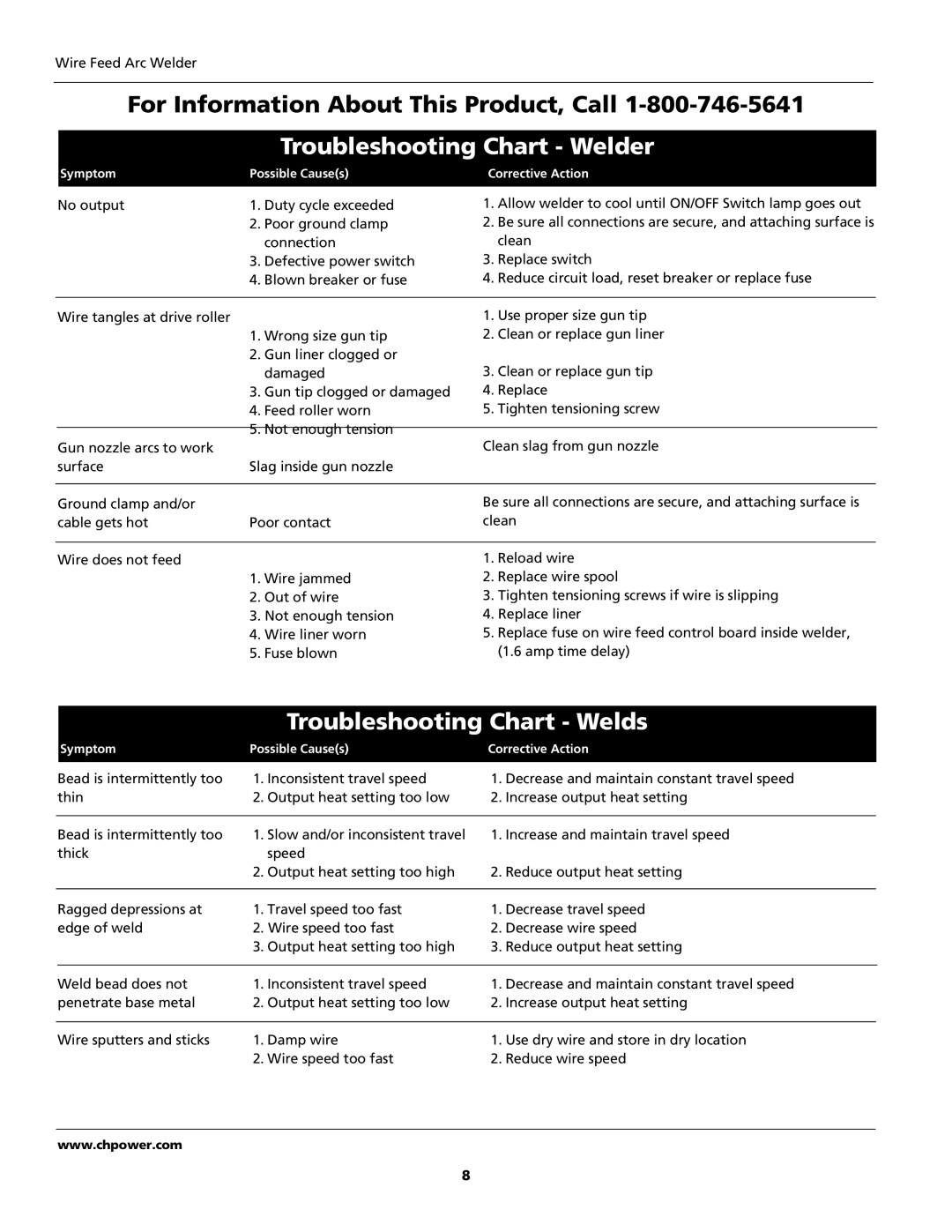
Troubleshooting Chart - Welder
Symptom | Possible Cause(s) | Corrective Action |
No output | 1. Duty cycle exceeded |
| 2. Poor ground clamp |
| connection |
| 3. Defective power switch |
| 4. Blown breaker or fuse |
1.Allow welder to cool until ON/OFF Switch lamp goes out
2.Be sure all connections are secure, and attaching surface is clean
3.Replace switch
4.Reduce circuit load, reset breaker or replace fuse
Wire tangles at drive roller
1. Wrong size gun tip
2. Gun liner clogged or damaged
3. Gun tip clogged or damaged
4. Feed roller worn
5. Not enough tension
1.Use proper size gun tip
2.Clean or replace gun liner
3.Clean or replace gun tip
4.Replace
5.Tighten tensioning screw
Gun nozzle arcs to work |
| Clean slag from gun nozzle |
surface | Slag inside gun nozzle |
|
|
|
|
Ground clamp and/or |
| Be sure all connections are secure, and attaching surface is |
cable gets hot | Poor contact | clean |
Wire does not feed
1. Wire jammed
2. Out of wire
3. Not enough tension
4. Wire liner worn
5. Fuse blown
1.Reload wire
2.Replace wire spool
3.Tighten tensioning screws if wire is slipping
4.Replace liner
5.Replace fuse on wire feed control board inside welder, (1.6 amp time delay)
Troubleshooting Chart - Welds
Symptom | Possible Cause(s) | Corrective Action |
Bead is intermittently too | 1. Inconsistent travel speed | 1. Decrease and maintain constant travel speed |
thin | 2. Output heat setting too low | 2. Increase output heat setting |
|
|
|
Bead is intermittently too | 1. Slow and/or inconsistent travel | 1. Increase and maintain travel speed |
thick | speed |
|
| 2. Output heat setting too high | 2. Reduce output heat setting |
|
|
|
Ragged depressions at | 1. Travel speed too fast | 1. Decrease travel speed |
edge of weld | 2. Wire speed too fast | 2. Decrease wire speed |
| 3. Output heat setting too high | 3. Reduce output heat setting |
|
|
|
Weld bead does not | 1. Inconsistent travel speed | 1. Decrease and maintain constant travel speed |
penetrate base metal | 2. Output heat setting too low | 2. Increase output heat setting |
|
|
|
Wire sputters and sticks | 1. Damp wire | 1. Use dry wire and store in dry location |
| 2. Wire speed too fast | 2. Reduce wire speed |
www.chpower.com
8