Maintenance
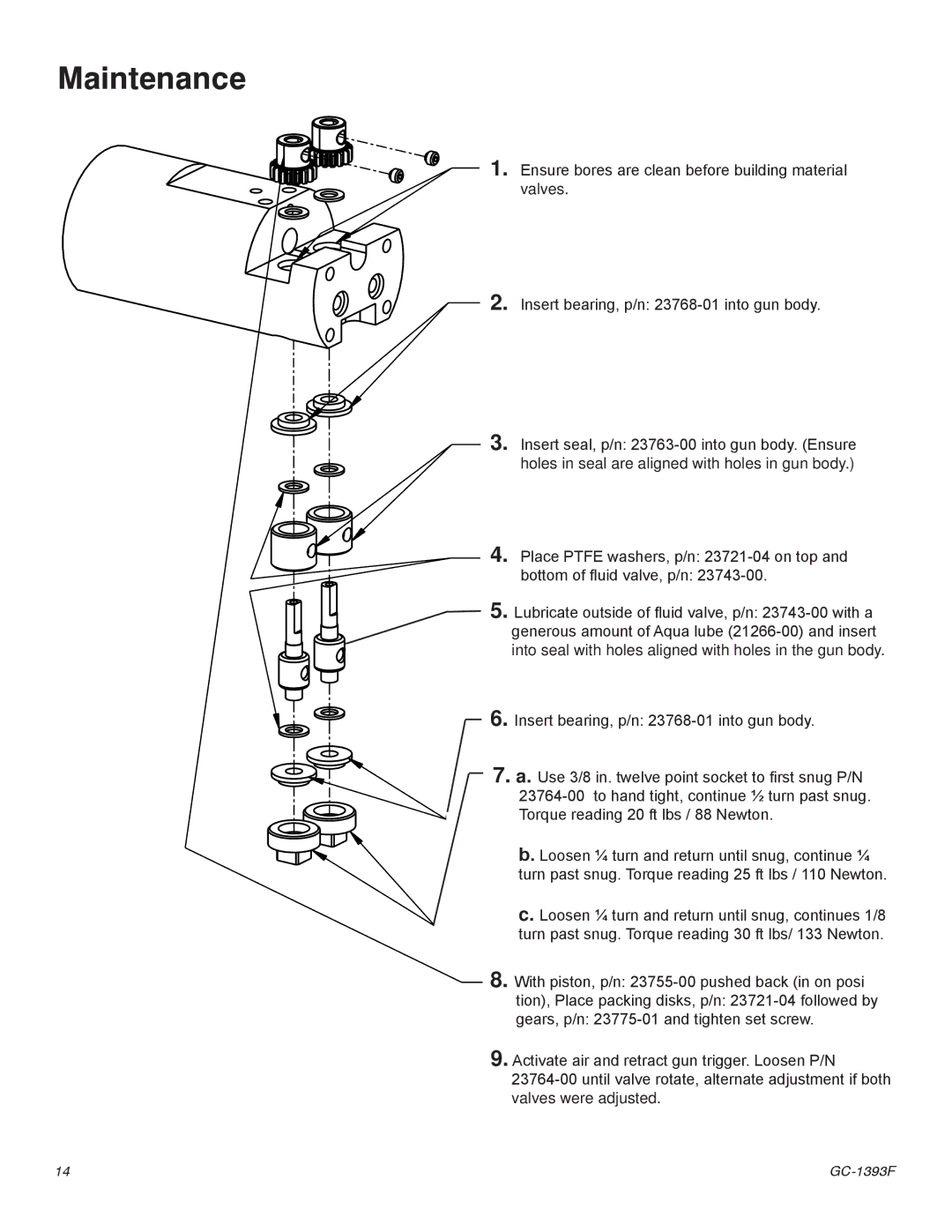
1. Ensure bores are clean before building material valves.
2. Insert bearing, p/n: 23768-01 into gun body.
3. Insert seal, p/n: 23763-00 into gun body. (Ensure holes in seal are aligned with holes in gun body.)
4. Place PTFE washers, p/n: 23721-04 on top and bottom of fluid valve, p/n: 23743-00.
5. Lubricate outside of fluid valve, p/n: 23743-00 with a generous amount of Aqua lube (21266-00) and insert into seal with holes aligned with holes in the gun body.
6. Insert bearing, p/n: 23768-01 into gun body.
7. a. Use 3/8 in. twelve point socket to first snug P/N 23764-00 to hand tight, continue ½ turn past snug. Torque reading 20 ft lbs / 88 Newton.
b. Loosen ¼ turn and return until snug, continue ¼ turn past snug. Torque reading 25 ft lbs / 110 Newton.
c. Loosen ¼ turn and return until snug, continues 1/8 turn past snug. Torque reading 30 ft lbs/ 133 Newton.
8. With piston, p/n: 23755-00 pushed back (in on posi tion), Place packing disks, p/n: 23721-04 followed by gears, p/n: 23775-01 and tighten set screw.
9. Activate air and retract gun trigger. Loosen P/N 23764-00 until valve rotate, alternate adjustment if both valves were adjusted.