5-2. Process Selection
=Light Off | =Light On |
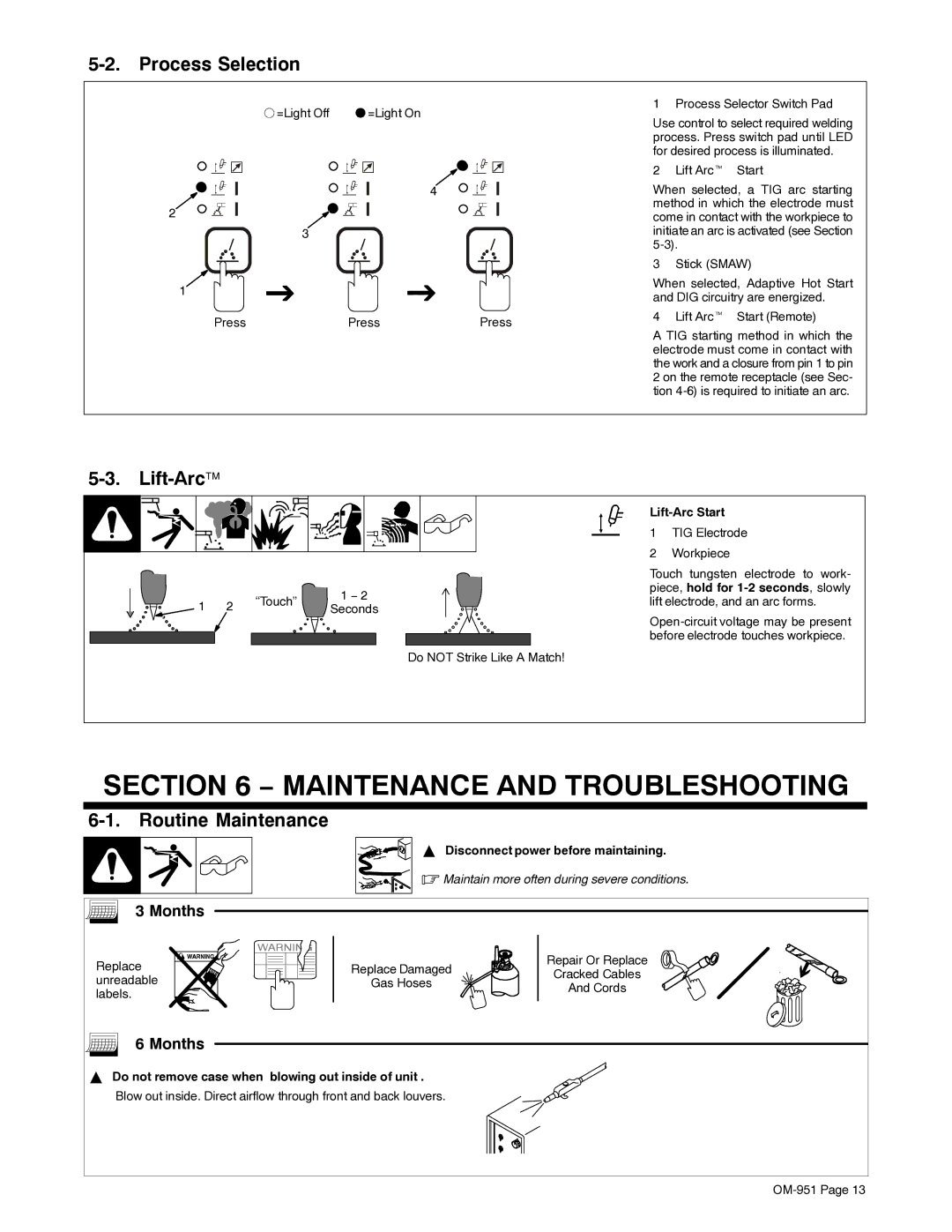
| 1 | Process Selector Switch Pad | |
| Use control to select required welding | ||||
|
|
| |||
|
|
| process. Press switch pad until LED | ||
|
|
| for desired process is illuminated. | ||
|
|
| 2 | Lift Arct | Start |
| 4 |
| When selected, a TIG arc starting | ||
2 |
|
| method in which the electrode must | ||
|
| come in contact with the workpiece to | |||
3 |
|
| initiate an arc is activated (see Section | ||
|
|
|
| ||
|
|
| 3 | Stick (SMAW) | |
1 |
|
| When selected, Adaptive Hot Start | ||
|
| and DIG circuitry are energized. | |||
|
|
| |||
Press | Press | Press | 4 | Lift Arct | Start (Remote) |
|
|
| |||
A TIG starting method in which the electrode must come in contact with the work and a closure from pin 1 to pin 2 on the remote receptacle (see Sec- tion
5-3. Lift-Arc™
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| |
|
|
|
| “Touch” | 1 − 2 | |||||
1 | 2 | |||||||||
Seconds | ||||||||||
|
| |||||||||
Do NOT Strike Like A Match!
Lift-Arc Start
1TIG Electrode
2Workpiece
Touch tungsten electrode to work- piece, hold for
SECTION 6 − MAINTENANCE AND TROUBLESHOOTING
6-1. Routine Maintenance
Y Disconnect power before maintaining.
. Maintain more often during severe conditions.
3 Months
Replace unreadable labels.
Replace Damaged
Gas Hoses
Repair Or Replace
Cracked Cables
And Cords
6 Months
YDo not remove case when blowing out inside of unit . Blow out inside. Direct airflow through front and back louvers.