OPERATION | ||
|
|
|
4.ARC CONTROL- The ARC CONTROL dial is active in the CV- WIRE,
DOWNHILL PIPE mode: In this mode, the ARC CONTROL dial sets the short circuit current
5. WELD OUTPUT TERMINALS WITH FLANGE NUT-
Provides a connection point for the electrode and work cables.
6.GROUND STUD- ![]() Provides a connection point for connect- ing the machine case to earth ground.
Provides a connection point for connect- ing the machine case to earth ground.
7.
8.
9.WELD TERMINALS CONTROL SWITCH- In the WELD TERMINALS ON position, the output is electrically hot all the time.
In the REMOTELY CONTROLLED position, the output is controlled by a wire feeder or amptrol device, and is electrically off until a remote switch is depressed.
10. WIRE FEEDER VOLTMETER SWITCH-
Matches the polarity of the wire feeder voltmeter to the polarity of the electrode.
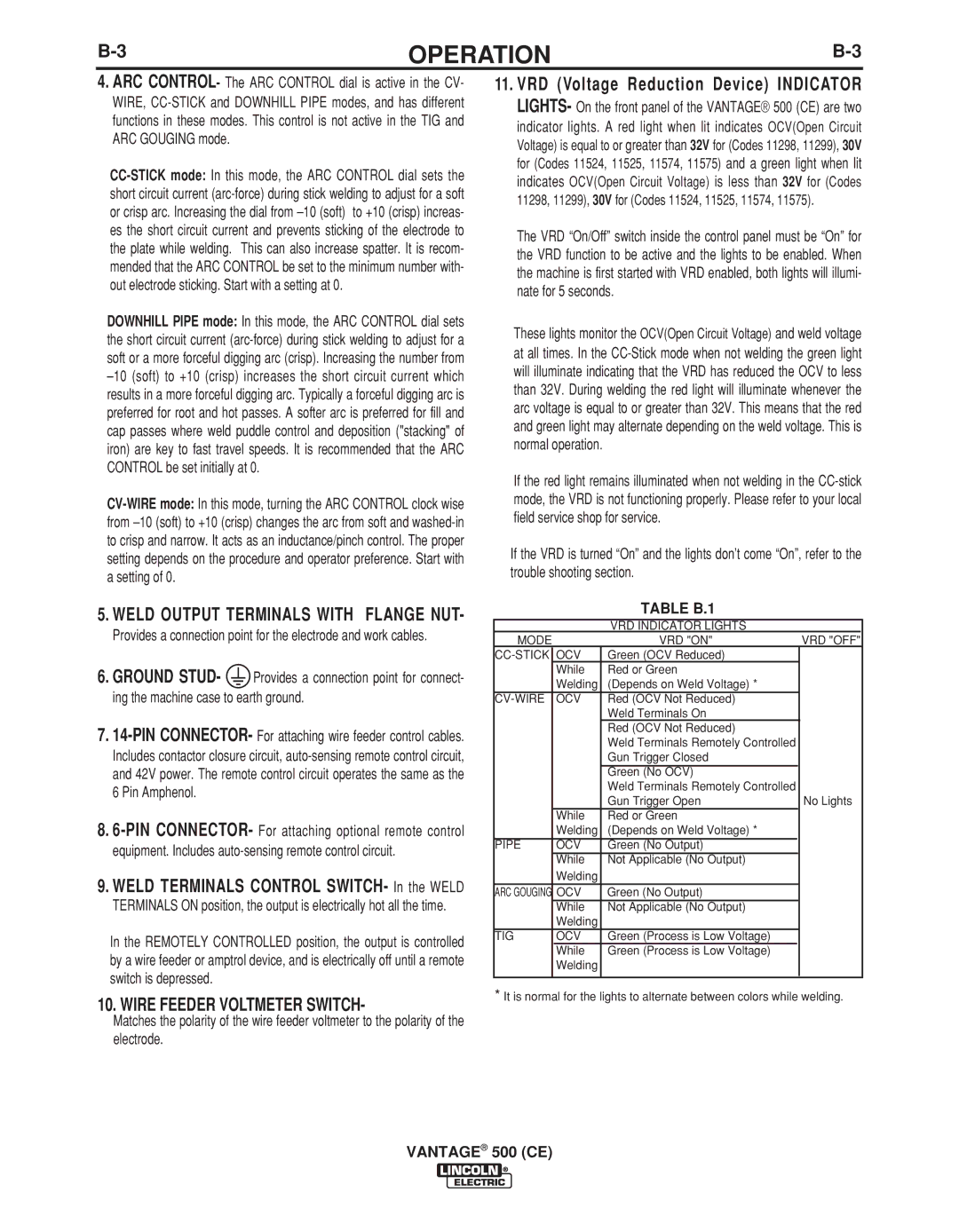
11. VRD (Voltage Reduction Device) INDICATOR LIGHTS- On the front panel of the VANTAGE® 500 (CE) are two
indicator lights. A red light when lit indicates OCV(Open Circuit Voltage) is equal to or greater than 32V for (Codes 11298, 11299), 30V for (Codes 11524, 11525, 11574, 11575) and a green light when lit indicates OCV(Open Circuit Voltage) is less than 32V for (Codes 11298, 11299), 30V for (Codes 11524, 11525, 11574, 11575).
The VRD “On/Off” switch inside the control panel must be “On” for the VRD function to be active and the lights to be enabled. When the machine is first started with VRD enabled, both lights will illumi- nate for 5 seconds.
These lights monitor the OCV(Open Circuit Voltage) and weld voltage at all times. In the
If the red light remains illuminated when not welding in the
If the VRD is turned “On” and the lights don’t come “On”, refer to the trouble shooting section.
TABLE B.1
VRD INDICATOR LIGHTS
MODE |
| VRD "ON" | VRD "OFF" | |||||
OCV | Green (OCV Reduced) |
| ||||||
| While | Red or Green |
| |||||
| Welding | (Depends on Weld Voltage) * |
| |||||
| OCV | Red (OCV Not Reduced) |
| |||||
|
| Weld Terminals On |
| |||||
|
| Red (OCV Not Reduced) |
| |||||
|
| Weld Terminals Remotely Controlled |
| |||||
|
| Gun Trigger Closed |
| |||||
|
| Green (No OCV) |
|
|
|
| ||
|
| Weld Terminals Remotely Controlled |
| |||||
|
| Gun Trigger Open | No Lights | |||||
| While | Red or Green |
|
|
| |||
| Welding | (Depends on Weld Voltage) * |
| |||||
PIPE | OCV | Green (No Output) |
|
|
|
| ||
| While | Not Applicable (No Output) |
|
|
| |||
| Welding |
|
|
|
|
|
|
|
ARC GOUGING | OCV | Green (No Output) |
| |||||
| While | Not Applicable (No Output) |
|
| ||||
| Welding |
|
|
|
|
|
|
|
TIG | OCV | Green (Process is Low Voltage) |
| |||||
| While | Green (Process is Low Voltage) |
|
|
| |||
| Welding |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
*It is normal for the lights to alternate between colors while welding.