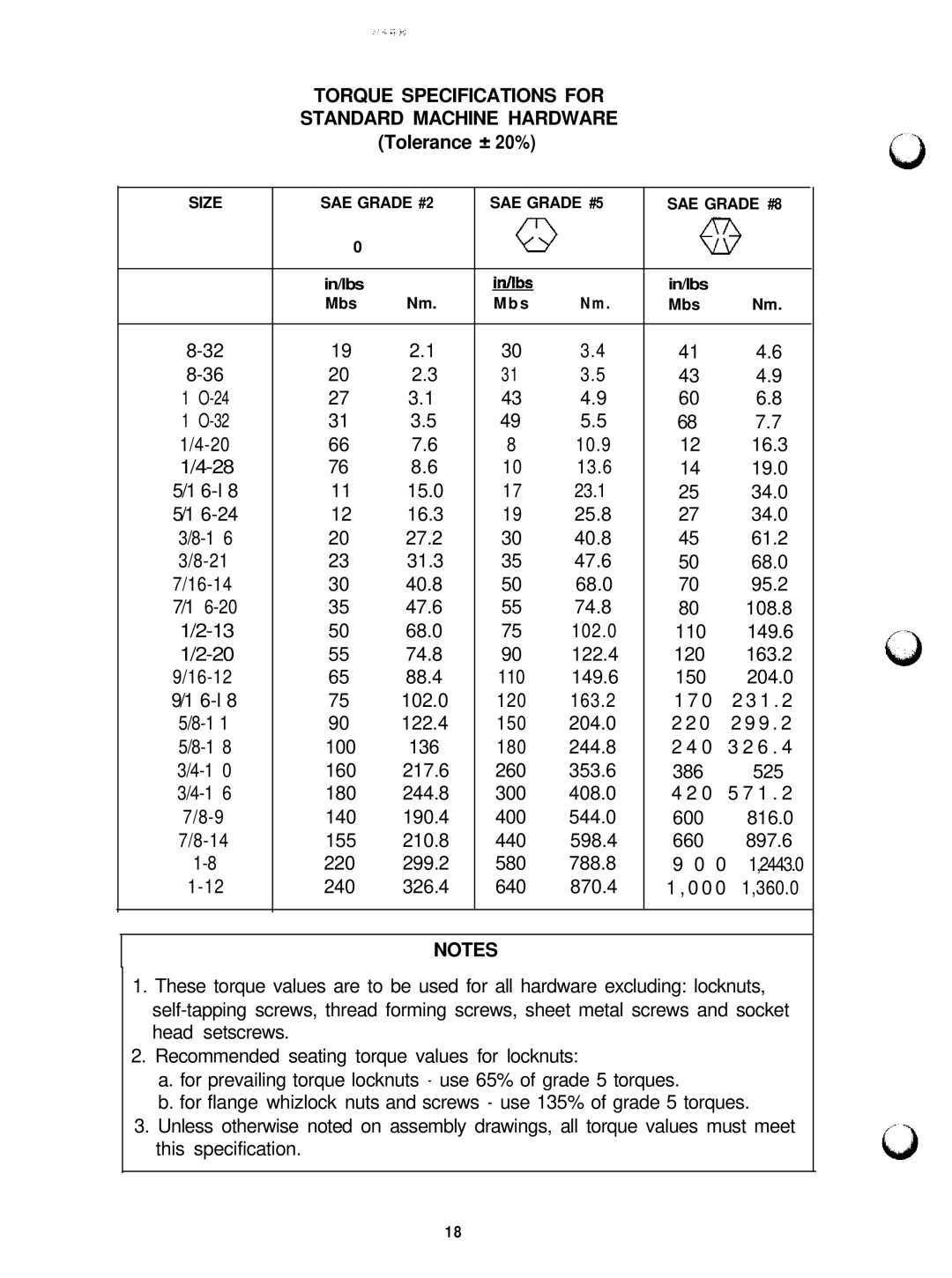
TORQUE SPECIFICATIONS FOR STANDARD MACHINE HARDWARE (Tolerance 2 20%)
SIZE | SAE GRADE #2 | SAE GRADE #5 | SAE GRADE #8 |
| |||
| 0 |
| Q |
| 8 |
|
|
|
|
|
|
|
|
|
|
| in/lbs |
|
|
| in/lbs |
|
|
| Mbs | Nm. | M b s | N m . | Mbs | Nm. |
|
|
|
|
|
|
|
|
|
19 | 2.1 | 30 | 3.4 | 41 | 4.6 |
| |
20 | 2.3 | 31 | 3.5 | 43 | 4.9 |
| |
1 | 27 | 3.1 | 43 | 4.9 | 60 | 6.8 |
|
1 | 31 | 3.5 | 49 | 5.5 | 68 | 7.7 |
|
66 | 7.6 | 8 | 10.9 | 12 | 16.3 |
| |
76 | 8.6 | 10 | 13.6 | 14 | 19.0 |
| |
5/1 | 11 | 15.0 | 17 | 23.1 | 25 | 34.0 |
|
5/1 | 12 | 16.3 | 19 | 25.8 | 27 | 34.0 |
|
20 | 27.2 | 30 | 40.8 | 45 | 61.2 |
| |
23 | 31.3 | 35 | 47.6 | 50 | 68.0 |
| |
30 | 40.8 | 50 | 68.0 | 70 | 95.2 |
| |
7/1 | 35 | 47.6 | 55 | 74.8 | 80 | 108.8 |
|
50 | 68.0 | 75 | 102.0 | 110 | 149.6 |
| |
55 | 74.8 | 90 | 122.4 | 120 | 163.2 |
| |
65 | 88.4 | 110 | 149.6 | 150 | 204.0 |
| |
9/1 | 75 | 102.0 | 120 | 163.2 | 1 7 0 2 3 1 . 2 |
| |
90 | 122.4 | 150 | 204.0 | 2 2 0 2 9 9 . 2 |
| ||
100 | 136 | 180 | 244.8 | 2 4 0 3 2 6 . 4 |
| ||
160 | 217.6 | 260 | 353.6 | 386 | 525 |
| |
180 | 244.8 | 300 | 408.0 | 4 2 0 5 7 1 . 2 |
| ||
140 | 190.4 | 400 | 544.0 | 600 | 816.0 |
| |
155 | 210.8 | 440 | 598.4 | 660 | 897.6 |
| |
220 | 299.2 | 580 | 788.8 | 9 0 0 | 1,2443.0 |
| |
240 | 326.4 | 640 | 870.4 | 1 , 0 0 0 | 1,360.0 |
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
NOTES
1.These torque values are to be used for all hardware excluding: locknuts,
2.Recommended seating torque values for locknuts:
a.for prevailing torque locknuts - use 65% of grade 5 torques.
b.for flange whizlock nuts and screws - use 135% of grade 5 torques.
3.Unless otherwise noted on assembly drawings, all torque values must meet this specification.
18