Model SB1224 | I N S T R U C T I O N S | Mfg. Since 1/11 |
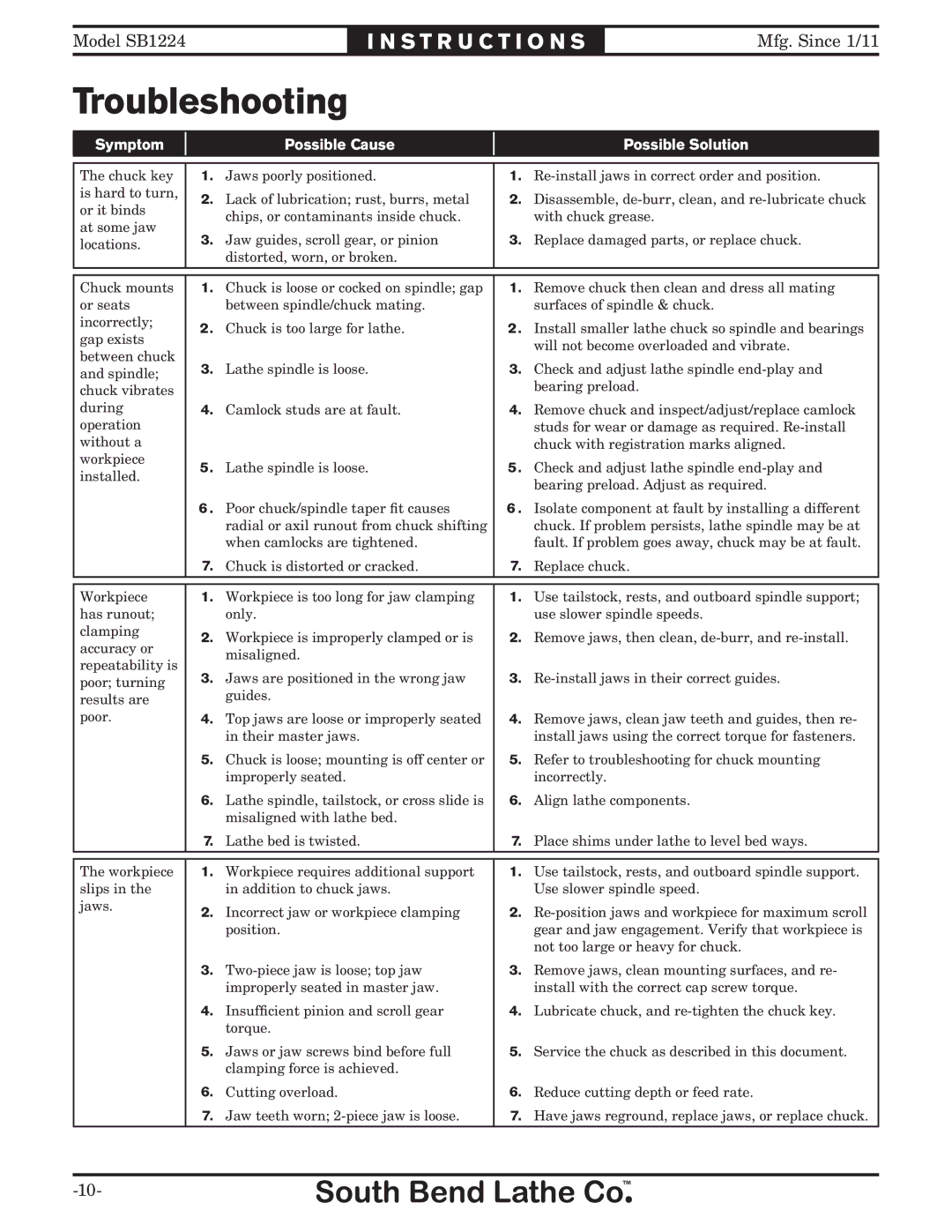
Troubleshooting
Symptom
Possible Cause
Possible Solution
The chuck key | 1. | Jaws poorly positioned. | 1. | ||
is hard to turn, | 2. | Lack of lubrication; rust, burrs, metal | 2. | Disassemble, | |
or it binds | |||||
| chips, or contaminants inside chuck. |
| with chuck grease. | ||
at some jaw |
|
| |||
3. | Jaw guides, scroll gear, or pinion | 3. | Replace damaged parts, or replace chuck. | ||
locations. | |||||
|
| distorted, worn, or broken. |
|
| |
|
|
|
|
| |
Chuck mounts | 1. | Chuck is loose or cocked on spindle; gap | 1. | Remove chuck then clean and dress all mating | |
or seats |
| between spindle/chuck mating. |
| surfaces of spindle & chuck. | |
incorrectly; | 2. | Chuck is too large for lathe. | 2. | Install smaller lathe chuck so spindle and bearings | |
gap exists | |||||
|
|
| will not become overloaded and vibrate. | ||
between chuck |
|
|
| ||
3. | Lathe spindle is loose. | 3. | Check and adjust lathe spindle | ||
and spindle; | |||||
|
|
| bearing preload. | ||
chuck vibrates |
|
|
| ||
|
|
|
| ||
during | 4. | Camlock studs are at fault. | 4. | Remove chuck and inspect/adjust/replace camlock | |
operation |
|
|
| studs for wear or damage as required. | |
without a |
|
|
| chuck with registration marks aligned. | |
workpiece | 5. | Lathe spindle is loose. | 5. | Check and adjust lathe spindle | |
installed. | |||||
|
|
| bearing preload. Adjust as required. | ||
|
|
|
| ||
| 6 . | Poor chuck/spindle taper fit causes | 6 . | Isolate component at fault by installing a different | |
|
| radial or axil runout from chuck shifting |
| chuck. If problem persists, lathe spindle may be at | |
|
| when camlocks are tightened. |
| fault. If problem goes away, chuck may be at fault. | |
| 7. | Chuck is distorted or cracked. | 7. | Replace chuck. | |
|
|
|
|
| |
|
|
|
|
| |
Workpiece | 1. | Workpiece is too long for jaw clamping | 1. | Use tailstock, rests, and outboard spindle support; | |
has runout; |
| only. |
| use slower spindle speeds. | |
clamping | 2. | Workpiece is improperly clamped or is | 2. | Remove jaws, then clean, | |
accuracy or | |||||
| misaligned. |
|
| ||
repeatability is |
|
|
| ||
3. | Jaws are positioned in the wrong jaw | 3. | |||
poor; turning | |||||
results are |
| guides. |
|
| |
poor. | 4. | Top jaws are loose or improperly seated | 4. | Remove jaws, clean jaw teeth and guides, then re- | |
|
| in their master jaws. |
| install jaws using the correct torque for fasteners. | |
| 5. | Chuck is loose; mounting is off center or | 5. | Refer to troubleshooting for chuck mounting | |
|
| improperly seated. |
| incorrectly. | |
| 6. | Lathe spindle, tailstock, or cross slide is | 6. | Align lathe components. | |
|
| misaligned with lathe bed. |
|
| |
| 7. | Lathe bed is twisted. | 7. | Place shims under lathe to level bed ways. | |
|
|
|
|
| |
The workpiece | 1. | Workpiece requires additional support | 1. | Use tailstock, rests, and outboard spindle support. | |
slips in the |
| in addition to chuck jaws. |
| Use slower spindle speed. | |
jaws. | 2. | Incorrect jaw or workpiece clamping | 2. | ||
| |||||
|
| position. |
| gear and jaw engagement. Verify that workpiece is | |
|
|
|
| not too large or heavy for chuck. | |
| 3. | 3. | Remove jaws, clean mounting surfaces, and re- | ||
|
| improperly seated in master jaw. |
| install with the correct cap screw torque. | |
| 4. | Insufficient pinion and scroll gear | 4. | Lubricate chuck, and | |
|
| torque. |
|
| |
| 5. | Jaws or jaw screws bind before full | 5. | Service the chuck as described in this document. | |
|
| clamping force is achieved. |
|
| |
| 6. | Cutting overload. | 6. | Reduce cutting depth or feed rate. | |
| 7. | Jaw teeth worn; | 7. | Have jaws reground, replace jaws, or replace chuck. | |
|
|
|
|
|