
Class 800 specifications
SPX Cooling Technologies Class 800 represents a significant advancement in the field of cooling solutions, designed to meet the diverse needs of various industrial applications. This innovative cooling tower combines remarkable efficiency, durability, and user-friendly features to deliver optimal performance in a compact design.One of the main features of the Class 800 is its modular design, allowing for easy installation and maintenance. The tower is constructed using high-quality materials that ensure long-lasting performance under a range of environmental conditions. The exterior typically utilizes galvanized steel, providing superior corrosion resistance, which is crucial for maintaining operational integrity in challenging surroundings.
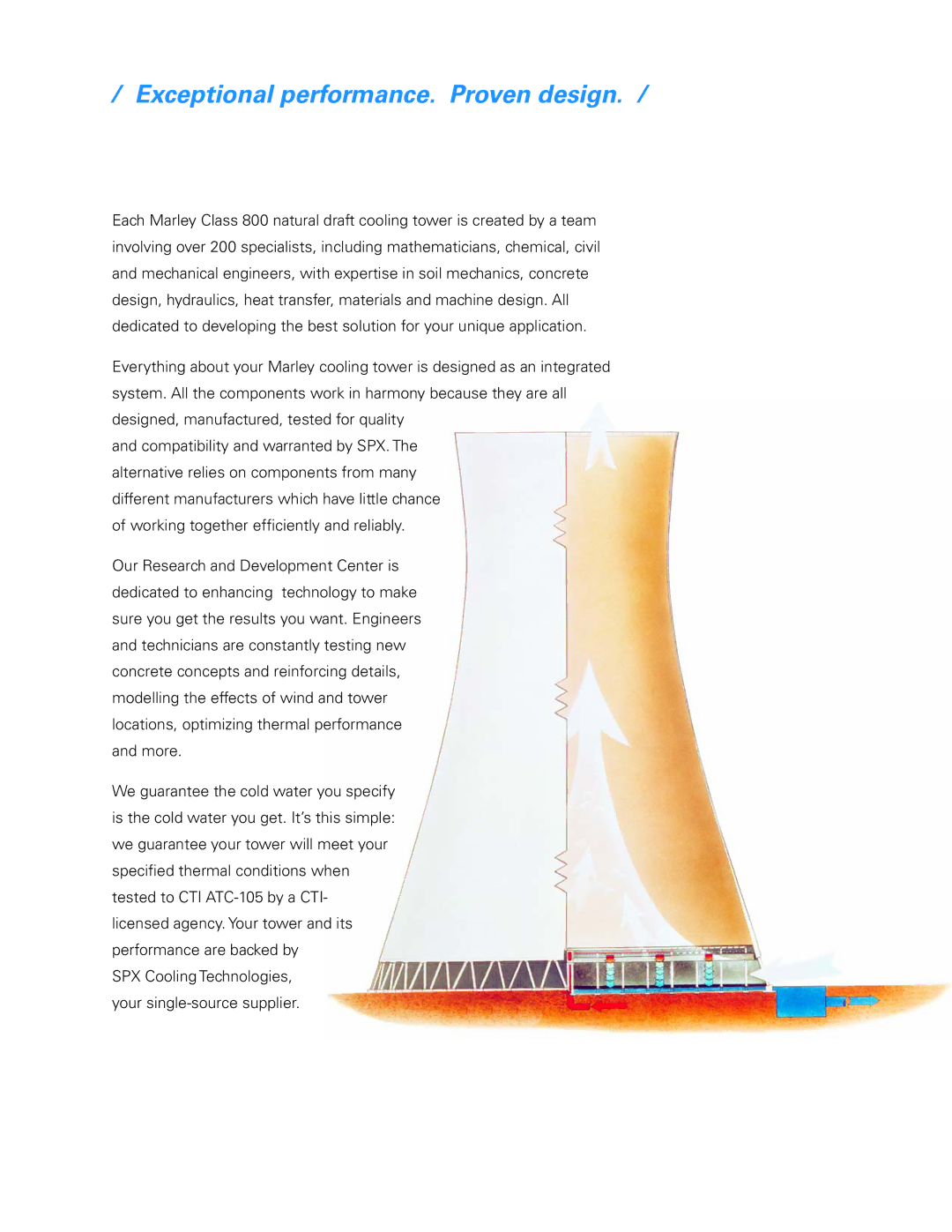
The Class 800 employs advanced air and water distribution technologies to enhance thermal efficiency. Its unique water distribution system ensures a consistent and uniform flow across the fill, maximizing heat exchange and minimizing water usage. This contributes to lower operating costs while achieving high levels of cooling performance. The fill material is designed to enhance the contact surface area, further improving heat transfer efficiency.
An innovative fan design is another noteworthy characteristic of the Class 800. It utilizes direct drive technology, which reduces wear and tear while enhancing energy efficiency. The fan operates quietly, making it suitable for installations in noise-sensitive environments. Additionally, variable speed drive options can be integrated to adapt to fluctuating cooling demands, further optimizing energy consumption.
Ease of access is a key consideration in the Class 800’s design. Its layout ensures that all components, including the fan, motor, and water basin, are easily accessible for servicing. This reduces downtime and facilitates routine maintenance, allowing operators to keep the system running smoothly.
Environmental considerations are at the core of the Class 800’s design. The cooling tower is engineered to optimize water usage and minimize environmental impact, complying with stringent regulations. Its performance characteristics contribute to reduced energy consumption, aligning with sustainability goals in today’s industrial landscape.
In conclusion, SPX Cooling Technologies Class 800 stands out as a versatile and efficient cooling solution. With its modular design, advanced distribution systems, energy-efficient fans, and eco-friendly features, it is well-suited for various applications, ensuring both reliability and performance. The Class 800 embodies a commitment to innovation and customer satisfaction, making it a top choice for organizations seeking effective cooling solutions.