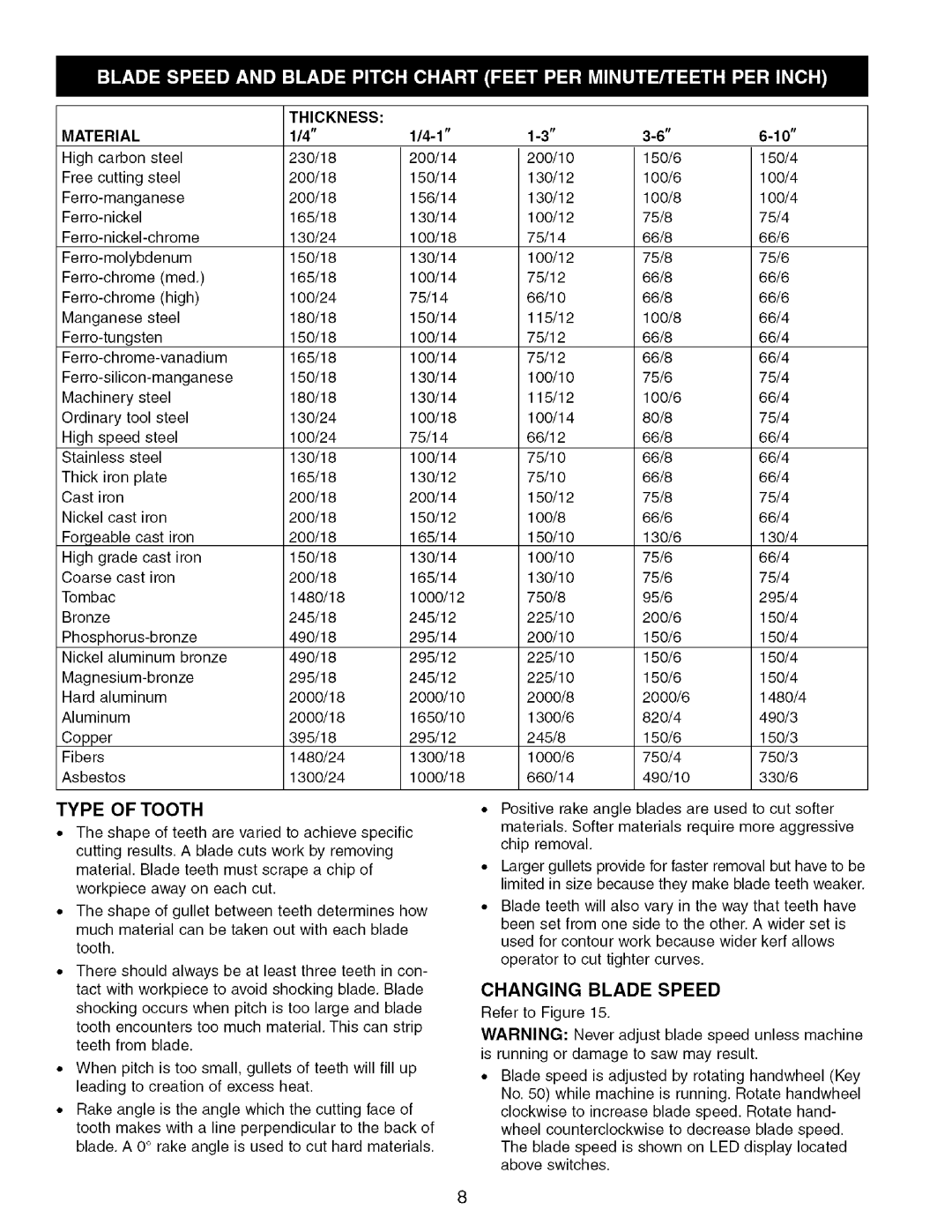
| THICKNESS: |
|
|
|
|
MATERIAL | 1/4" | .3 tt | .6 tr | ||
Highcarbonsteel | 230/18 | 200/14 | 200/10 | 150/6 | 150/4 |
Freecuttingsteel | 200/18 | 150/14 | 130/12 | 100/6 | 100/4 |
200/18 | 156/14 | 130/12 | 100/8 | 100/4 | |
165/18 | 130/14 | 100/12 | 75/8 | 75/4 | |
130/24 | 100/18 | 75/14 | 66/8 | 66/6 | |
150/18 | 130/14 | 100/12 | 75/8 | 75/6 | |
165/18 | 100/14 | 75/12 | 66/8 | 66/6 | |
100/24 | 75/14 | 66/10 | 66/8 | 66/6 | |
Manganesesteel | 180/18 | 150/14 | 115/12 | 100/8 | 66/4 |
150/18 | 100/14 | 75/12 | 66/8 | 66/4 | |
165/18 | 100/14 | 75/12 | 66/8 | 66/4 | |
150/18 | 130/14 | 100/10 | 75/6 | 75/4 | |
Machinerysteel | 180/18 | 130/14 | 115/12 | 100/6 | 66/4 |
Ordinarytoolsteel | 130/24 | 100/18 | 100/14 | 80/8 | 75/4 |
Highspeedsteel | 100/24 | 75/14 | 66/12 | 66/8 | 66/4 |
Stainlesssteel | 130/18 | 100/14 | 75/10 | 66/8 | 66/4 |
Thickironplate | 165/18 | 130/12 | 75/10 | 66/8 | 66/4 |
Castiron | 200/18 | 200/14 | 150/12 | 75/8 | 75/4 |
Nickelcastiron | 200/18 | 150/12 | 100/8 | 66/6 | 66/4 |
Forgeablecastiron | 200/18 | 165/14 | 150/10 | 130/6 | 130/4 |
Highgradecastiron | 150/18 | 130/14 | 100/10 | 75/6 | 66/4 |
Coarsecastiron | 200/18 | 165/14 | 130/10 | 75/6 | 75/4 |
Tombac | 1480/18 | 1000/12 | 750/8 | 95/6 | 295/4 |
Bronze | 245/18 | 245/12 | 225/10 | 200/6 | 150/4 |
490/18 | 295/14 | 200/10 | 150/6 | 150/4 | |
Nickelaluminumbronze | 490/18 | 295/12 | 225/10 | 150/6 | 150/4 |
295/18 | 245/12 | 225/10 | 150/6 | 150/4 | |
Hard aluminum | 2000/18 | 2000/10 | 2000/8 | 2000/6 | 1480/4 |
Aluminum | 2000/18 | 1650/10 | 1300/6 | 820/4 | 490/3 |
Copper | 395/18 | 295/12 | 245/8 | 150/6 | 150/3 |
Fibers | 1480/24 | 1300/18 | 1000/6 | 750/4 | 750/3 |
Asbestos | 1300/24 | 1000/18 | 660/14 | 490/10 | 330/6 |
TYPE OF TOOTH
•The shape of teeth are varied to achieve specific cutting results. A blade cuts work by removing material. Blade teeth must scrape a chip of workpiece away on each cut.
•The shape of gullet between teeth determines how much material can be taken out with each blade tooth.
•There should always be at least three teeth in con- tact with workpiece to avoid shocking blade. Blade shocking occurs when pitch is too large and blade
tooth encounters too much material. This can strip teeth from blade.
•When pitch is too small, gullets of teeth will fill up leading to creation of excess heat.
•Rake angle is the angle which the cutting face of tooth makes with a line perpendicular to the back of blade. A 0° rake angle is used to cut hard materials.
•Positive rake angle blades are used to cut softer materials. Softer materials require more aggressive chip removal.
•Larger gullets provide for faster removal but have to be limited in size because they make blade teeth weaker.
•Blade teeth will also vary in the way that teeth have been set from one side to the other. A wider set is used for contour work because wider kerf allows
operator to cut tighter curves.
CHANGING BLADE SPEED
Refer to Figure 15.
WARNING: Never adjust blade speed unless machine is running or damage to saw may result.
•Blade speed is adjusted by rotating handwheel (Key No. 50) while machine is running. Rotate handwheel clockwise to increase blade speed. Rotate hand- wheel counterclockwise to decrease blade speed. The blade speed is shown on LED display located above switches.
8