DRILLING HOLES
TO DEPTH
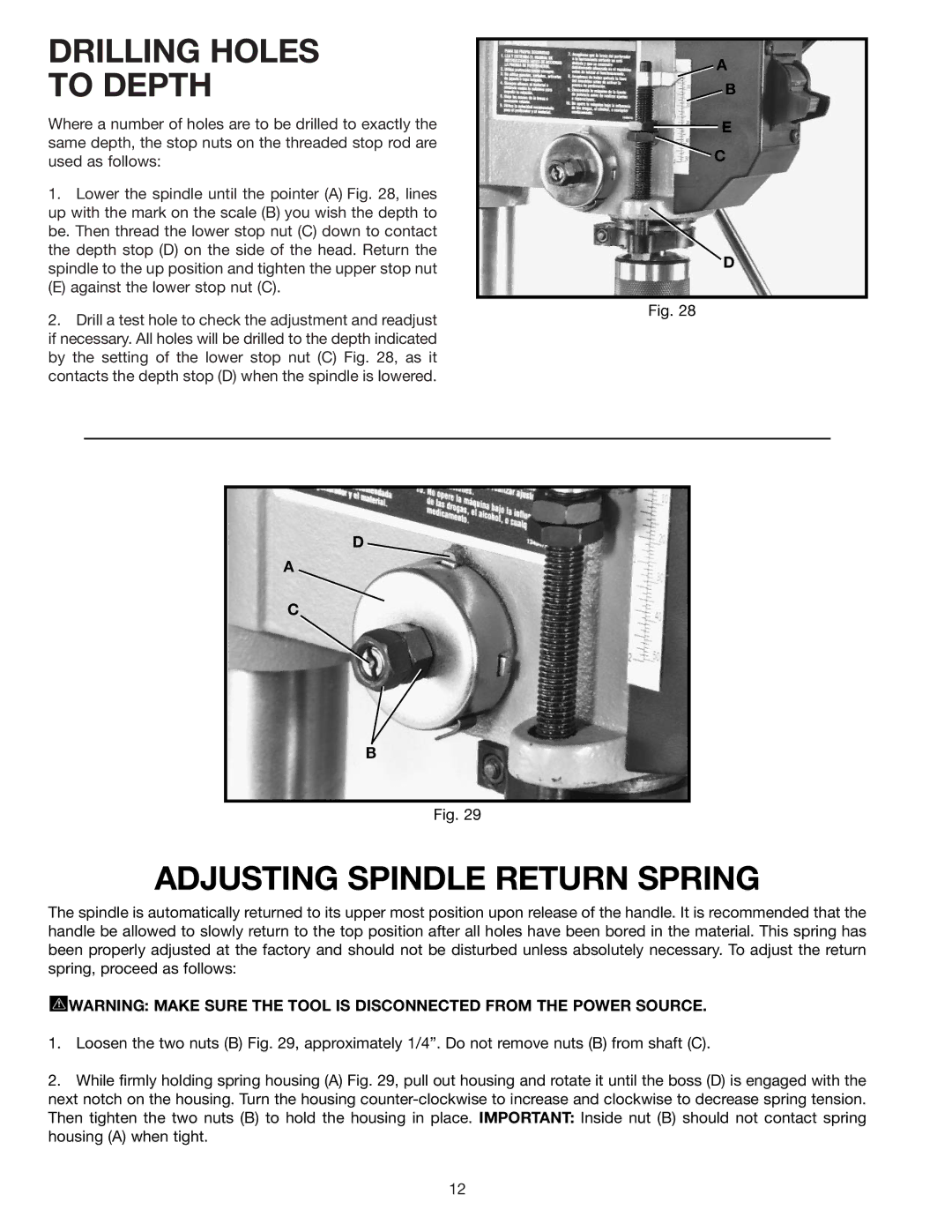
Where a number of holes are to be drilled to exactly the same depth, the stop nuts on the threaded stop rod are used as follows:
1.Lower the spindle until the pointer (A) Fig. 28, lines up with the mark on the scale (B) you wish the depth to be. Then thread the lower stop nut (C) down to contact the depth stop (D) on the side of the head. Return the spindle to the up position and tighten the upper stop nut
(E) against the lower stop nut (C).
2.Drill a test hole to check the adjustment and readjust if necessary. All holes will be drilled to the depth indicated by the setting of the lower stop nut (C) Fig. 28, as it contacts the depth stop (D) when the spindle is lowered.
A
B
E
C
D
Fig. 28
D
A
C
B
Fig. 29
ADJUSTING SPINDLE RETURN SPRING
The spindle is automatically returned to its upper most position upon release of the handle. It is recommended that the handle be allowed to slowly return to the top position after all holes have been bored in the material. This spring has been properly adjusted at the factory and should not be disturbed unless absolutely necessary. To adjust the return spring, proceed as follows:
![]() WARNING: MAKE SURE THE TOOL IS DISCONNECTED FROM THE POWER SOURCE.
WARNING: MAKE SURE THE TOOL IS DISCONNECTED FROM THE POWER SOURCE.
1.Loosen the two nuts (B) Fig. 29, approximately 1/4”. Do not remove nuts (B) from shaft (C).
2.While firmly holding spring housing (A) Fig. 29, pull out housing and rotate it until the boss (D) is engaged with the next notch on the housing. Turn the housing
12