Wheel Inspection
Before mounting a new grinding wheel, it must be inspected. Do not assume that a wheel is in sound condition just because it is newÑoften, damage can occur in shipping, with age, or with exposure to moisture.
First, the wheel should be given a Visual Inspection. Look for any cracks, chips, nicks or dents in the surface of the wheel. If you see any of these, DO NOT use the wheel.
Second, the wheel should be given a Ring Test. This test will give you an indication of any internal damage that may not be obvious during a visual inspection.
To perform a Ring Test:
1.Make sure the wheel that you test is clean and dry; otherwise, you may get false results.
2.If size permits, balance the wheel with your finger in the hole. If this is not possible, hang the wheel in the air with a piece of cord or string looped through the hole in the center.
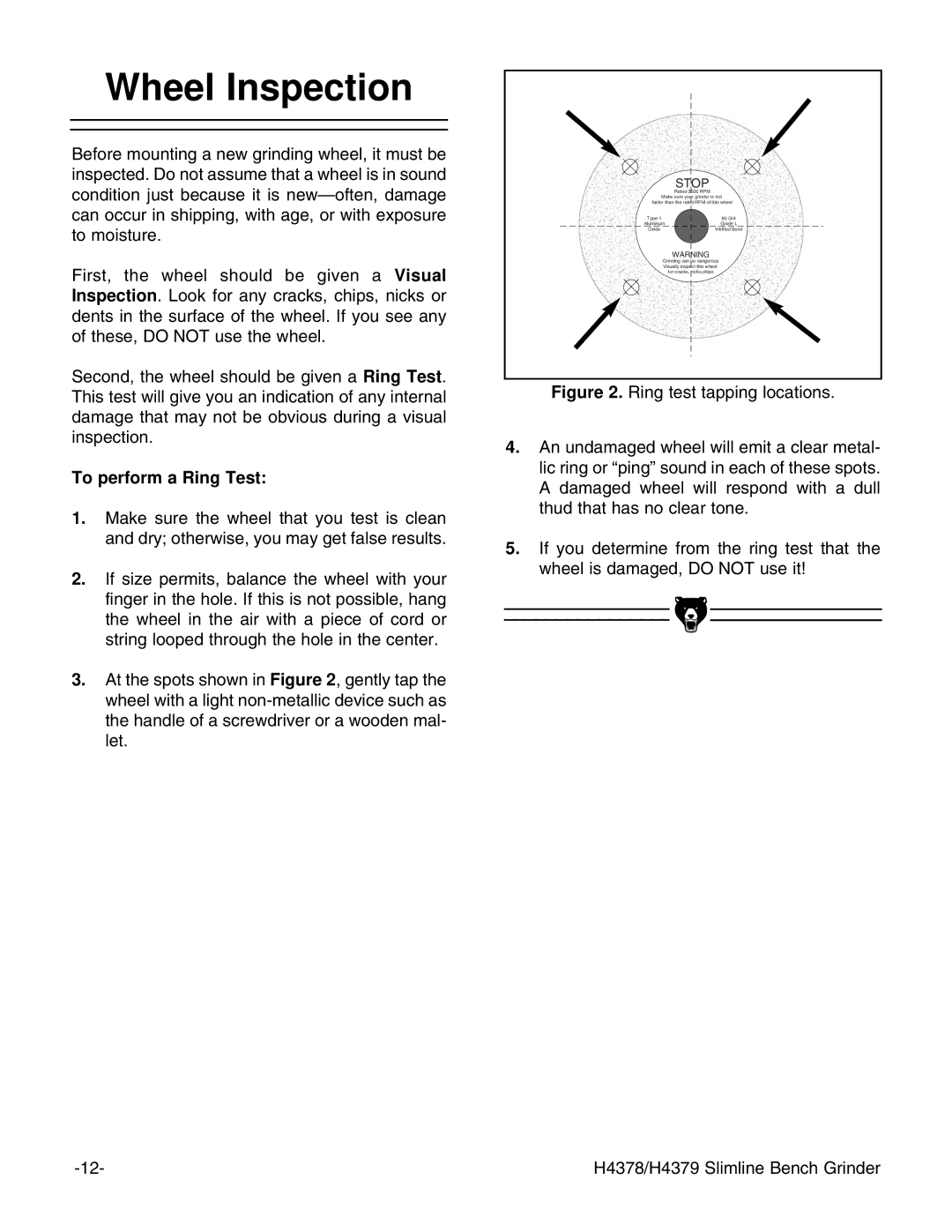
3.At the spots shown in Figure 2, gently tap the wheel with a light
STOP
Rated 3500 RPM Make sure your grinder is not
faster than the rated RPM of this wheel
60 Grit | |
Aluminum | Grade L |
Oxide | Vitrified Bond |
WARNING
Grinding can be dangerous Visually inspect this wheel for cracks, nicks,chips
Figure 2. Ring test tapping locations.
4.An undamaged wheel will emit a clear metal- lic ring or ÒpingÓ sound in each of these spots. A damaged wheel will respond with a dull thud that has no clear tone.
5.If you determine from the ring test that the wheel is damaged, DO NOT use it!
H4378/H4379 Slimline Bench Grinder |