D1.8 Seismic Supplement Welding Manual
23
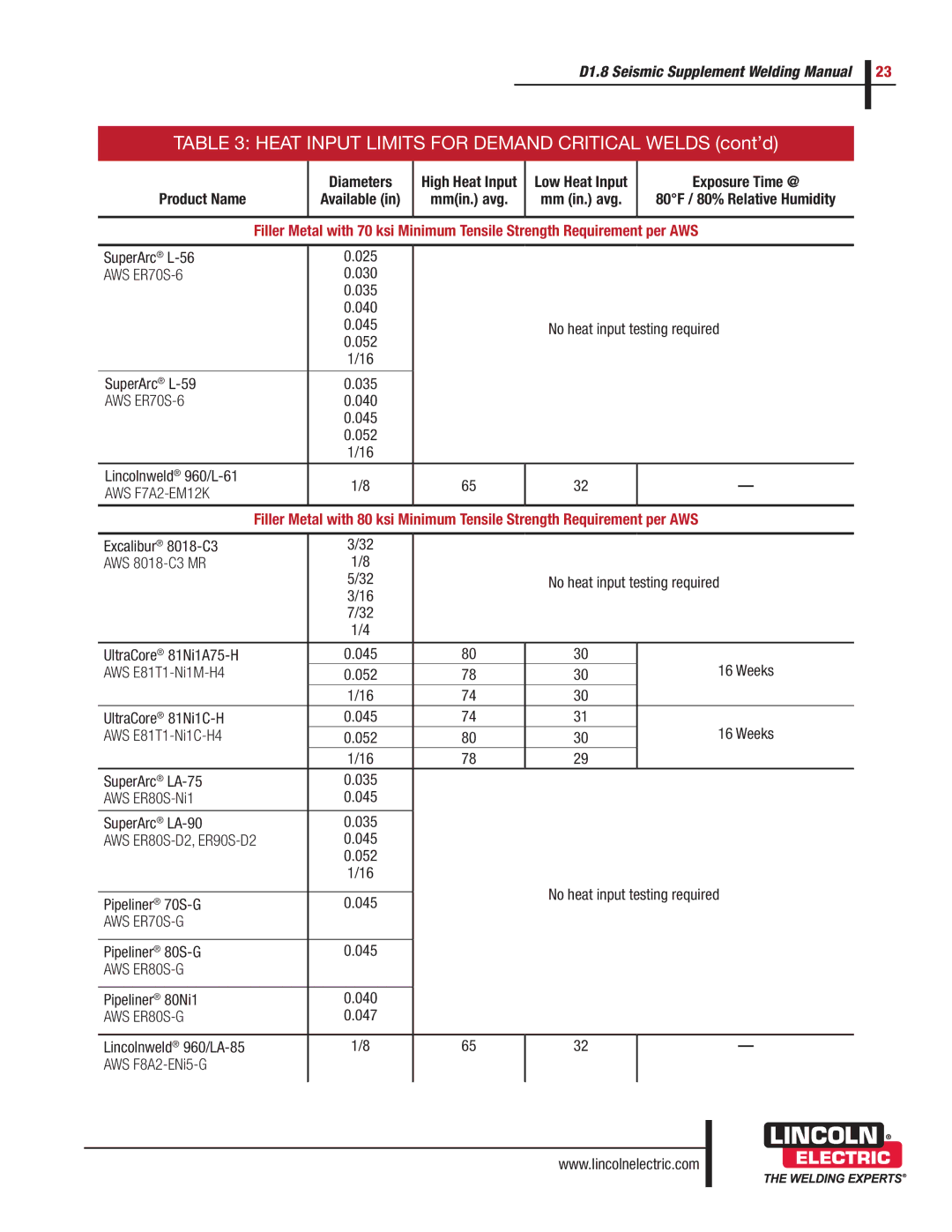
TABLE 3: HEAT INPUT LIMITS FOR DEMAND CRITICAL WELDS (cont’d)
.
Product Name
Diameters . Available (in)
High Heat Input mm(in.) avg.
Low Heat Input mm (in.) avg.
Exposure Time @. 80°F / 80% Relative Humidity
Filler Metal with 70 ksi Minimum Tensile Strength Requirement per AWS |
| ||||
|
|
|
|
|
|
SuperArc® | 0.025 |
|
|
|
|
AWS | 0.030 |
|
|
|
|
| 0.035 |
|
|
|
|
| 0.040 |
|
|
|
|
| 0.045 |
| No heat input testing required | ||
| 0.052 |
| |||
|
|
|
|
| |
| 1/16 |
|
|
|
|
|
|
|
|
|
|
SuperArc® | 0.035 |
|
|
|
|
AWS | 0.040 |
|
|
|
|
| 0.045 |
|
|
|
|
| 0.052 |
|
|
|
|
| 1/16 |
|
|
|
|
|
|
|
|
|
|
Lincolnweld® | 1/8 | 65 | 32 |
| — |
AWS |
| ||||
|
|
|
|
| |
|
|
|
|
|
|
Filler Metal with 80 ksi Minimum Tensile Strength Requirement per AWS |
| ||||
|
|
|
|
|
|
Excalibur® | 3/32 |
|
|
|
|
AWS | 1/8 |
|
|
|
|
| 5/32 |
| No heat input testing required | ||
| 3/16 |
|
|
|
|
| 7/32 |
|
|
|
|
| 1/4 |
|
|
|
|
|
|
|
|
|
|
UltraCore® | 0.045 | 80 | 30 |
| 16 Weeks |
AWS | 0.052 | 78 | 30 |
| |
| 1/16 | 74 | 30 |
|
|
UltraCore® | 0.045 | 74 | 31 |
| 16 Weeks |
AWS | 0.052 | 80 | 30 |
| |
| 1/16 | 78 | 29 |
|
|
SuperArc® | 0.035 |
|
|
|
|
AWS | 0.045 |
|
|
|
|
|
|
|
|
|
|
SuperArc® | 0.035 |
|
|
|
|
AWS | 0.045 |
|
|
|
|
| 0.052 |
|
|
|
|
| 1/16 |
|
|
|
|
|
|
| No heat input testing required | ||
Pipeliner® | 0.045 |
| |||
|
|
|
| ||
AWS |
|
|
|
|
|
|
|
|
|
|
|
Pipeliner® | 0.045 |
|
|
|
|
AWS |
|
|
|
|
|
|
|
|
|
|
|
Pipeliner® 80Ni1 | 0.040 |
|
|
|
|
AWS | 0.047 |
|
|
|
|
|
|
|
|
|
|
Lincolnweld® | 1/8 | 65 | 32 |
| — |
AWS |
|
|
|
|
|
|
|
|
|
|
|
www.lincolnelectric.com