LEARNING TO WELD |
LEARNING TO WELD
No one can learn to weld simply by reading about it. Skill comes only with practice. The following pages will help the inexperienced operator to understand weld- ing and develop this skill. For more detailed informa- tion, order a copy of “New Lessons in Arc Welding” listed at the end of this manual.
THE ARC-WELDING CIRCUIT
The operator’s knowledge of arc welding must go beyond the arc itself. The operator must know how to control the arc, and this requires a knowledge of the welding circuit and the equipment that provides the electric current used in the arc. Figure B.7 illustrates the welding circuit for a typical welding machine. The circuit begins where the gun cable is attached to the welding machine. Current flows through the gun cable, gun, and contact tip, to the wire and across the arc. On the work side of the arc, current flows through the base metal to the work cable and back to the welding machine. This circuit must be complete for the current to flow.
This machine’s welding circuit has a voltage output of 33 volts DC maximum. This voltage is quite low and is only present when the gun trigger is depressed.
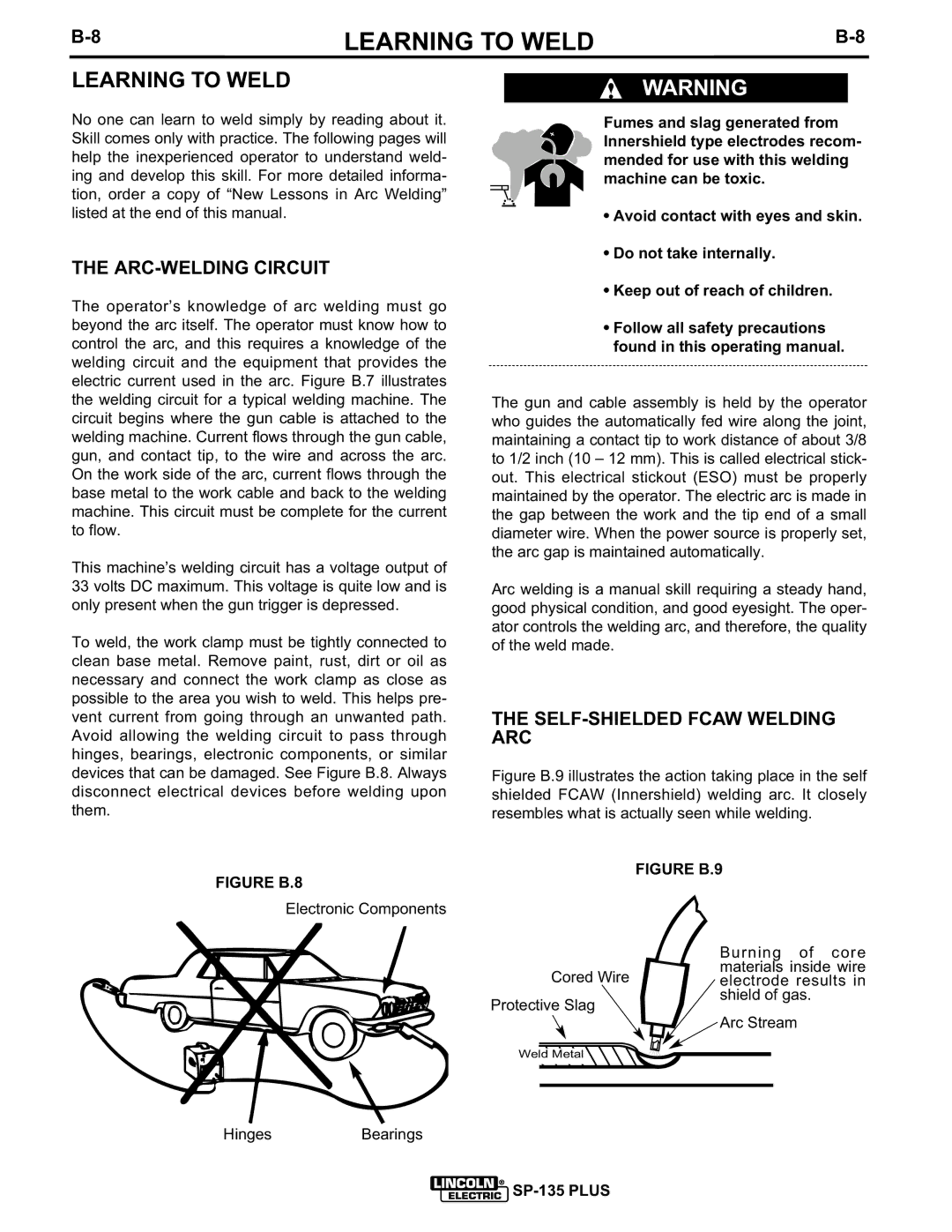
To weld, the work clamp must be tightly connected to clean base metal. Remove paint, rust, dirt or oil as necessary and connect the work clamp as close as possible to the area you wish to weld. This helps pre- vent current from going through an unwanted path. Avoid allowing the welding circuit to pass through hinges, bearings, electronic components, or similar devices that can be damaged. See Figure B.8. Always disconnect electrical devices before welding upon them.
FIGURE B.8
Electronic Components
WARNING
Fumes and slag generated from Innershield type electrodes recom- mended for use with this welding machine can be toxic.
•Avoid contact with eyes and skin.
•Do not take internally.
•Keep out of reach of children.
•Follow all safety precautions found in this operating manual.
The gun and cable assembly is held by the operator who guides the automatically fed wire along the joint, maintaining a contact tip to work distance of about 3/8 to 1/2 inch (10 – 12 mm). This is called electrical stick- out. This electrical stickout (ESO) must be properly maintained by the operator. The electric arc is made in the gap between the work and the tip end of a small diameter wire. When the power source is properly set, the arc gap is maintained automatically.
Arc welding is a manual skill requiring a steady hand, good physical condition, and good eyesight. The oper- ator controls the welding arc, and therefore, the quality of the weld made.
THE SELF-SHIELDED FCAW WELDING ARC
Figure B.9 illustrates the action taking place in the self shielded FCAW (Innershield) welding arc. It closely resembles what is actually seen while welding.
FIGURE B.9
HingesBearings
Cored Wire
Protective Slag
Weld Metal![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Burning of core materials inside wire electrode results in shield of gas.
Arc Stream