OPTIONAL
CONTROL PANELS
PROCESS CONTROL PANELS
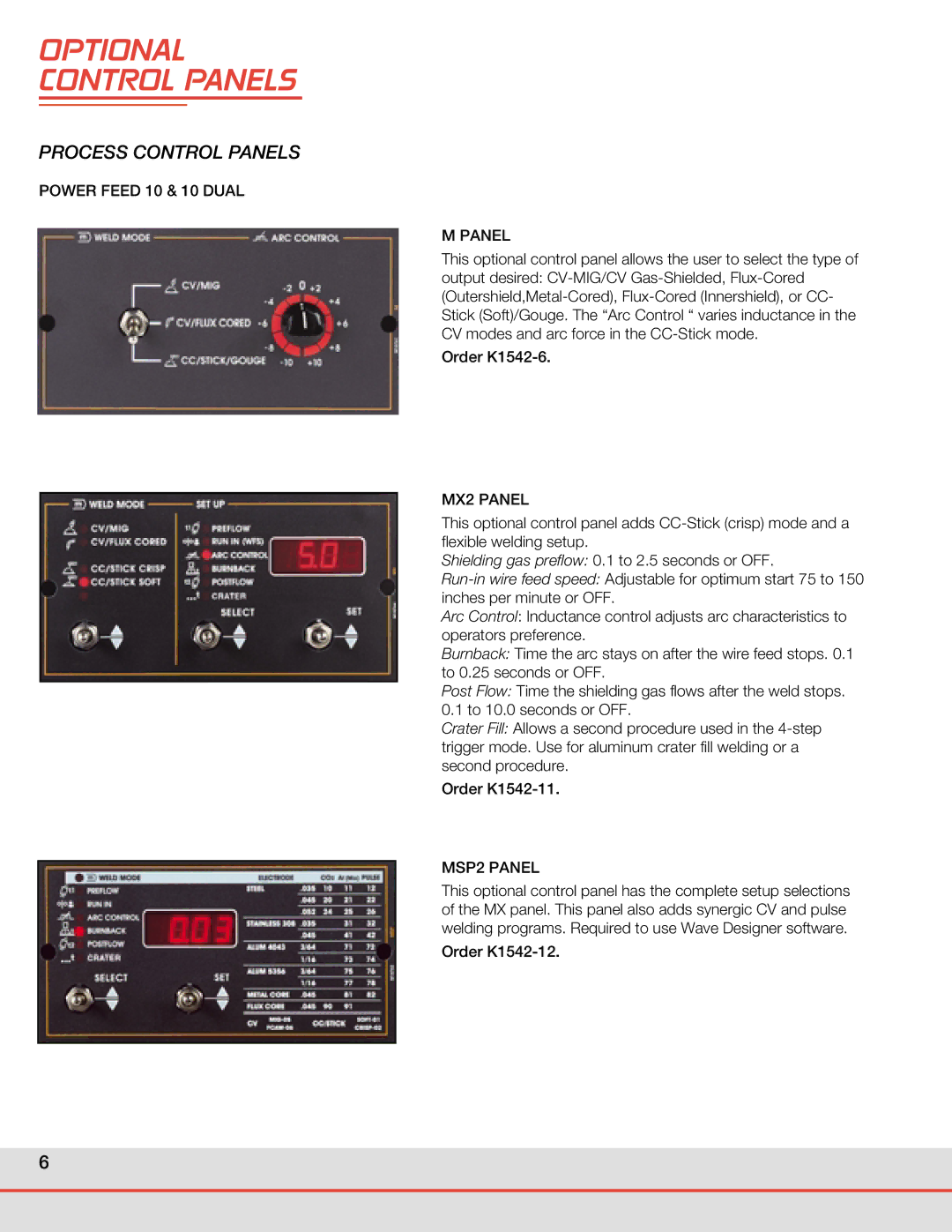
POWER FEED 10 & 10 DUAL
M PANEL
This optional control panel allows the user to select the type of output desired:
Order
MX2 PANEL
This optional control panel adds
Shielding gas preflow: 0.1 to 2.5 seconds or OFF.
Arc Control: Inductance control adjusts arc characteristics to operators preference.
Burnback: Time the arc stays on after the wire feed stops. 0.1 to 0.25 seconds or OFF.
Post Flow: Time the shielding gas flows after the weld stops. 0.1 to 10.0 seconds or OFF.
Crater Fill: Allows a second procedure used in the
Order
MSP2 PANEL
This optional control panel has the complete setup selections of the MX panel. This panel also adds synergic CV and pulse welding programs. Required to use Wave Designer software.
Order
6