5-2. Panel Controls
|
|
|
|
|
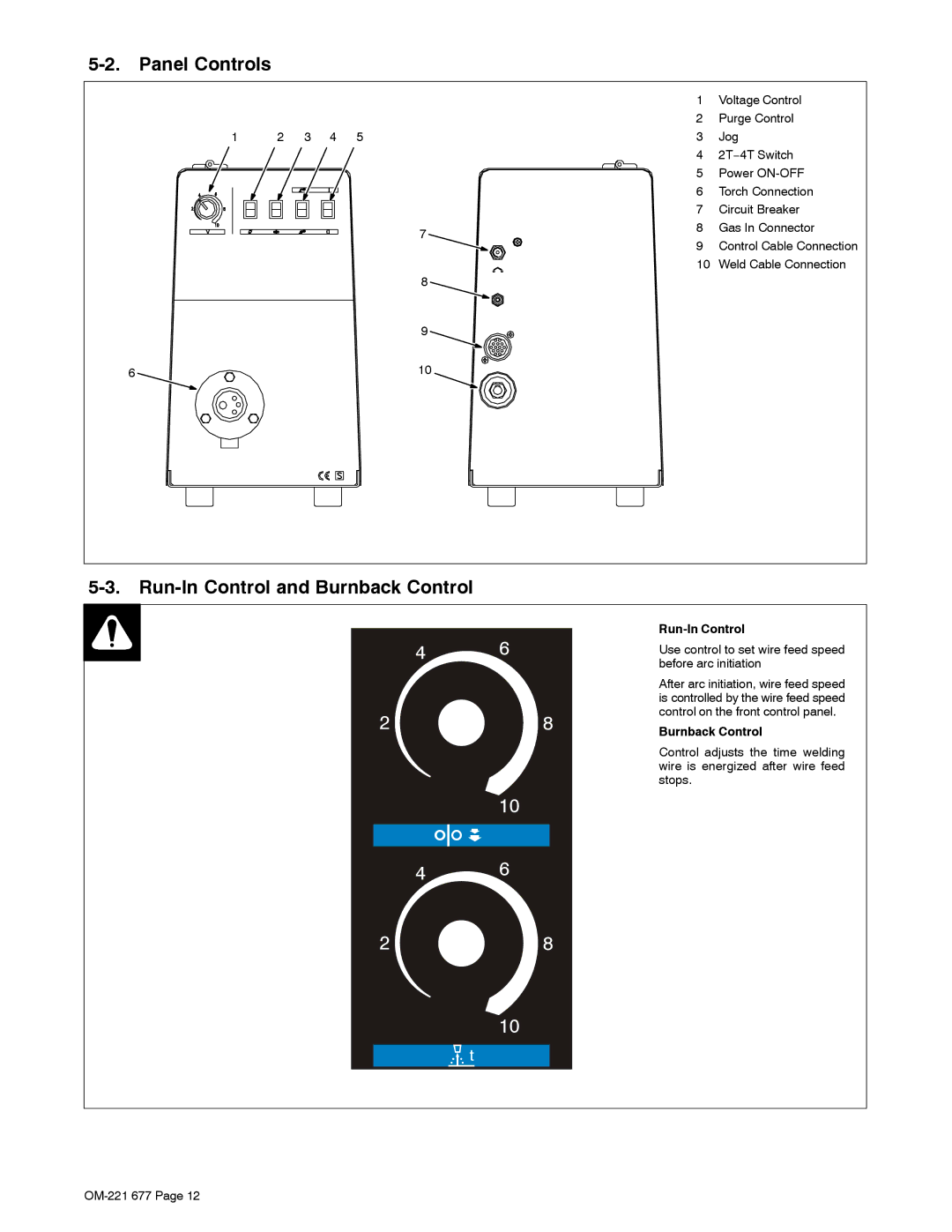
| 1 | Voltage Control |
|
|
|
|
|
| 2 | Purge Control |
1 | 2 | 3 | 4 | 5 |
| 3 | Jog |
|
|
|
|
|
| 4 | 2T−4T Switch |
|
|
|
|
|
| 5 | Power |
|
|
|
|
|
| 6 | Torch Connection |
|
|
|
|
|
| 7 | Circuit Breaker |
|
|
|
|
| 7 | 8 | Gas In Connector |
|
|
|
|
| 9 | Control Cable Connection | |
|
|
|
|
|
| ||
|
|
|
|
|
| 10 | Weld Cable Connection |
|
|
|
|
| 8 |
|
|
|
|
|
|
| 9 |
|
|
6 |
|
|
|
| 10 |
|
|
5-3. Run-In Control and Burnback Control
4 6
28
10
4 6
28
10
t
Run-In Control
Use control to set wire feed speed before arc initiation
After arc initiation, wire feed speed is controlled by the wire feed speed control on the front control panel.
Burnback Control
Control adjusts the time welding wire is energized after wire feed stops.