AC Waveshape Controls
Feature |
|
| Waveform | Effect on Bead | Effect on Appearance | |
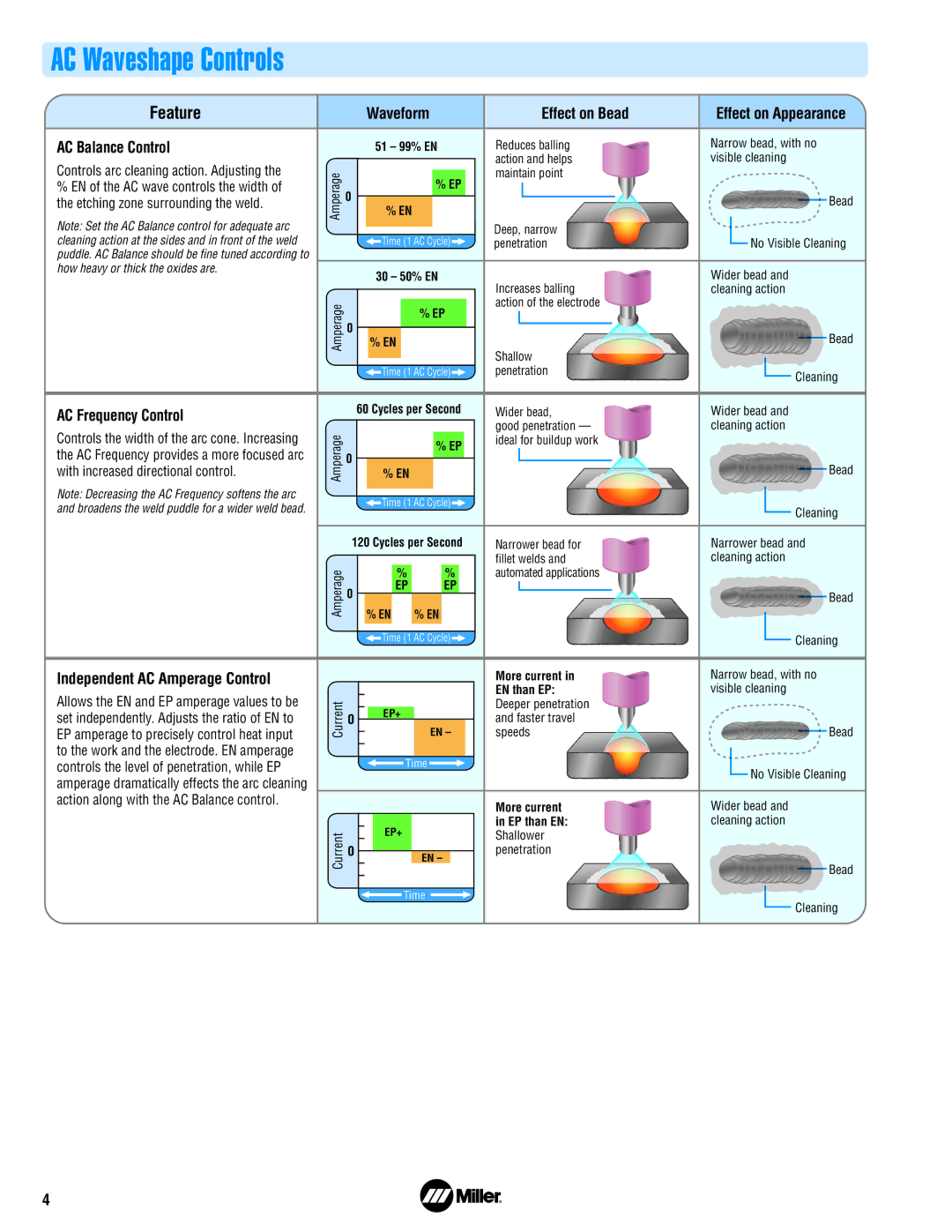
AC Balance Control |
|
| 51 – 99% EN | Reduces balling | Narrow bead, with no | |
Controls arc cleaning action. Adjusting the |
|
|
|
| action and helps | visible cleaning |
Amperage |
|
| % EP | maintain point |
| |
% EN of the AC wave controls the width of | 0 |
|
| Bead | ||
|
|
| ||||
the etching zone surrounding the weld. |
| % EN |
|
| ||
|
|
|
| |||
|
|
|
|
|
| |
Note: Set the AC Balance control for adequate arc |
|
|
|
| Deep, narrow |
|
cleaning action at the sides and in front of the weld |
|
| Time (1 AC Cycle) | penetration | No Visible Cleaning | |
puddle. AC Balance should be fine tuned according to |
|
|
|
|
|
|
how heavy or thick the oxides are. |
|
| 30 – 50% EN |
| Wider bead and | |
|
|
| Increases balling | |||
|
|
|
|
| cleaning action | |
| Amperage |
|
| % EP | action of the electrode |
|
| 0 |
|
|
| ||
|
|
|
|
| ||
|
| % EN |
|
| Bead | |
|
|
|
| Shallow | ||
|
|
|
|
|
| |
|
|
| Time (1 AC Cycle) | penetration | Cleaning | |
|
|
|
|
|
| |
AC Frequency Control |
|
| 60 Cycles per Second | Wider bead, | Wider bead and | |
|
|
|
| |||
Controls the width of the arc cone. Increasing | Amperage |
|
|
| good penetration — | cleaning action |
| % EN | % EP | ideal for buildup work | Bead | ||
with increased directional control. |
|
| ||||
the AC Frequency provides a more focused arc |
| 0 |
|
|
|
|
Note: Decreasing the AC Frequency softens the arc |
|
| Time (1 AC Cycle) |
|
| |
and broadens the weld puddle for a wider weld bead. |
|
|
| Cleaning | ||
|
|
|
|
| ||
|
|
|
|
|
| |
|
| 120 Cycles per Second | Narrower bead for | Narrower bead and | ||
|
|
|
|
| fillet welds and | cleaning action |
| Amperage |
| % | % | automated applications |
|
| 0 | EP | EP |
| Bead | |
|
|
| ||||
|
|
|
|
| ||
|
|
|
|
|
| |
|
|
| % EN | % EN |
|
|
|
|
| Time (1 AC Cycle) |
| Cleaning | |
Independent AC Amperage Control |
|
|
|
| More current in | Narrow bead, with no |
Allows the EN and EP amperage values to be |
|
|
|
| EN than EP: | visible cleaning |
Current |
| EP+ | EN – | Deeper penetration | Bead | |
EP amperage to precisely control heat input |
| speeds | ||||
set independently. Adjusts the ratio of EN to |
| 0 |
|
| and faster travel |
|
to the work and the electrode. EN amperage |
|
| Time |
|
| |
controls the level of penetration, while EP |
|
|
| No Visible Cleaning | ||
amperage dramatically effects the arc cleaning |
|
|
|
|
| |
|
|
|
|
|
| |
action along with the AC Balance control. |
|
|
|
| More current | Wider bead and |
|
|
|
|
| ||
|
|
| EP+ |
| in EP than EN: | cleaning action |
| Current |
|
| Shallower |
| |
| 0 |
| EN – | penetration |
| |
|
|
|
| |||
|
|
|
|
| Bead | |
|
|
|
|
|
| |
|
|
| Time |
| Cleaning | |
|
|
|
|
|
| |
4