3.Install the new
4.Coat the new compensating seal (5) with fluid or Dow Corning
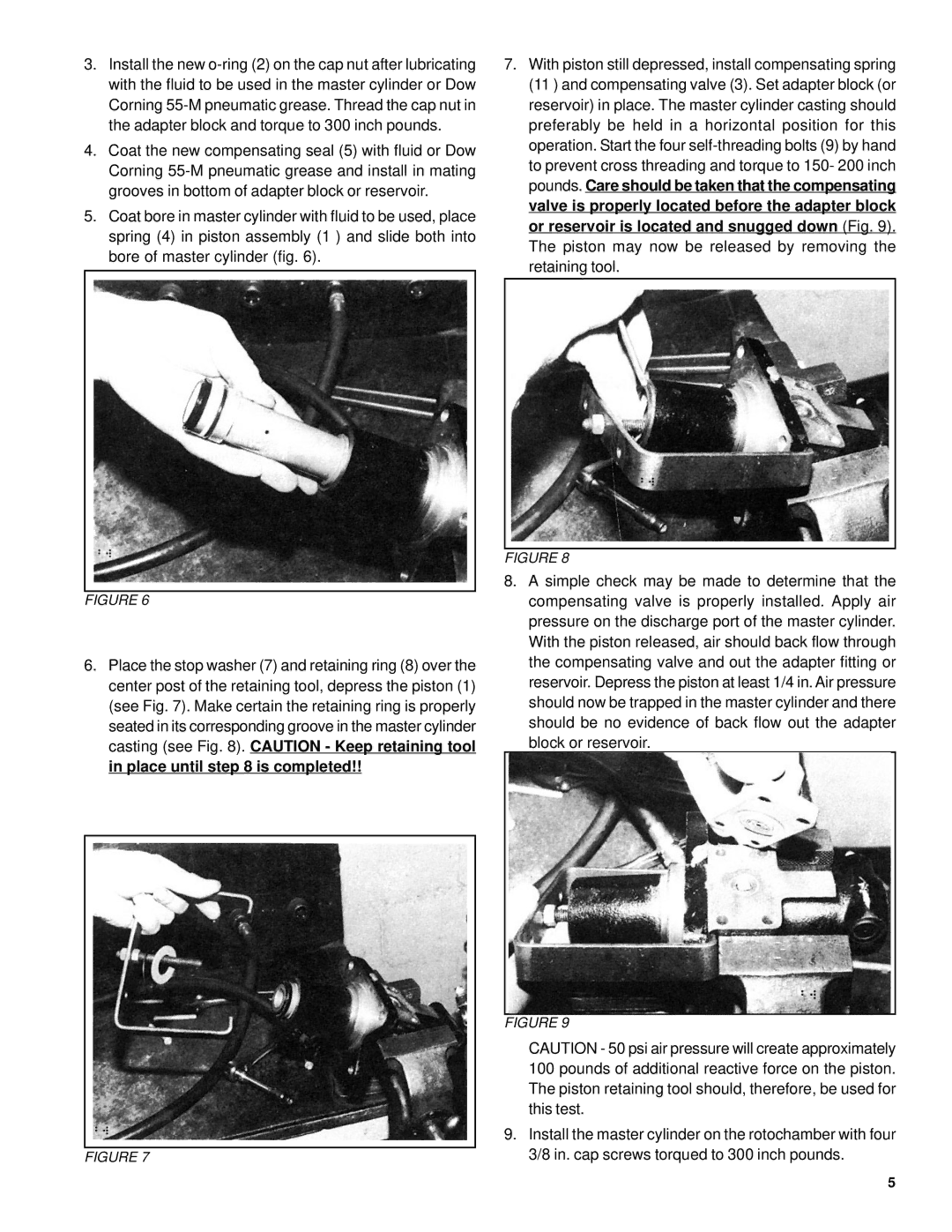
5.Coat bore in master cylinder with fluid to be used, place spring (4) in piston assembly (1 ) and slide both into bore of master cylinder (fig. 6).
7.With piston still depressed, install compensating spring (11 ) and compensating valve (3). Set adapter block (or reservoir) in place. The master cylinder casting should preferably be held in a horizontal position for this operation. Start the four
FIGURE 6
6.Place the stop washer (7) and retaining ring (8) over the center post of the retaining tool, depress the piston (1) (see Fig. 7). Make certain the retaining ring is properly seated in its corresponding groove in the master cylinder casting (see Fig. 8). CAUTION - Keep retaining tool in place until step 8 is completed!!
FIGURE 7
FIGURE 8
8.A simple check may be made to determine that the compensating valve is properly installed. Apply air pressure on the discharge port of the master cylinder. With the piston released, air should back flow through the compensating valve and out the adapter fitting or reservoir. Depress the piston at least 1/4 in. Air pressure should now be trapped in the master cylinder and there should be no evidence of back flow out the adapter block or reservoir.
FIGURE 9
CAUTION - 50 psi air pressure will create approximately 100 pounds of additional reactive force on the piston. The piston retaining tool should, therefore, be used for this test.
9.Install the master cylinder on the rotochamber with four 3/8 in. cap screws torqued to 300 inch pounds.
5