WG3013
Assembly (Continued)
if the duty cycle is exceeded. Welding
operations may continue when the yellow lamp is no longer illuminated.
Handshield
Assembly
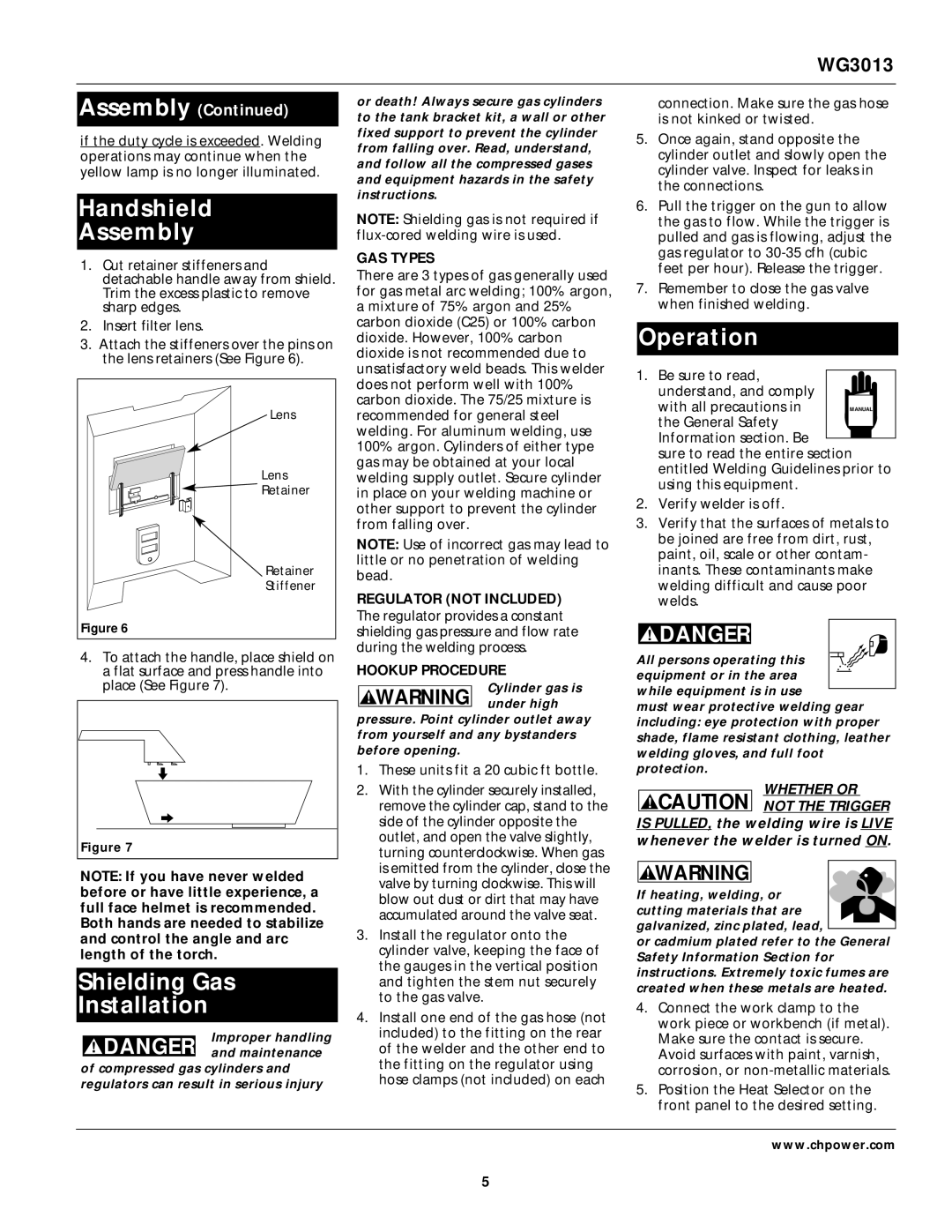
1.Cut retainer stiffeners and detachable handle away from shield. Trim the excess plastic to remove sharp edges.
2.Insert filter lens.
3.Attach the stiffeners over the pins on the lens retainers (See Figure 6).
Lens
Lens
![]() Retainer
Retainer
Retainer
Stiffener
Figure 6
4.To attach the handle, place shield on a flat surface and press handle into place (See Figure 7).
Figure 7 |
NOTE: If you have never welded before or have little experience, a full face helmet is recommended. Both hands are needed to stabilize and control the angle and arc length of the torch.
Shielding Gas
Installation
Improper handling
! DANGER and maintenance of compressed gas cylinders and regulators can result in serious injury
or death! Always secure gas cylinders to the tank bracket kit, a wall or other fixed support to prevent the cylinder from falling over. Read, understand, and follow all the compressed gases and equipment hazards in the safety instructions.
NOTE: Shielding gas is not required if
GAS TYPES
There are 3 types of gas generally used for gas metal arc welding; 100% argon, a mixture of 75% argon and 25% carbon dioxide (C25) or 100% carbon dioxide. However, 100% carbon dioxide is not recommended due to unsatisfactory weld beads. This welder does not perform well with 100% carbon dioxide. The 75/25 mixture is recommended for general steel welding. For aluminum welding, use 100% argon. Cylinders of either type gas may be obtained at your local welding supply outlet. Secure cylinder in place on your welding machine or other support to prevent the cylinder from falling over.
NOTE: Use of incorrect gas may lead to little or no penetration of welding bead.
REGULATOR (NOT INCLUDED) The regulator provides a constant shielding gas pressure and flow rate during the welding process.
HOOKUP PROCEDURE
Cylinder gas is under high
pressure. Point cylinder outlet away from yourself and any bystanders before opening.
1. These units fit a 20 cubic ft bottle.
2. With the cylinder securely installed, remove the cylinder cap, stand to the side of the cylinder opposite the outlet, and open the valve slightly, turning counterclockwise. When gas is emitted from the cylinder, close the valve by turning clockwise. This will blow out dust or dirt that may have accumulated around the valve seat.
3. Install the regulator onto the cylinder valve, keeping the face of the gauges in the vertical position and tighten the stem nut securely to the gas valve.
4. Install one end of the gas hose (not included) to the fitting on the rear of the welder and the other end to the fitting on the regulator using hose clamps (not included) on each
connection. Make sure the gas hose is not kinked or twisted.
5.Once again, stand opposite the cylinder outlet and slowly open the cylinder valve. Inspect for leaks in the connections.
6.Pull the trigger on the gun to allow the gas to flow. While the trigger is pulled and gas is flowing, adjust the gas regulator to
7.Remember to close the gas valve when finished welding.
Operation
1. Be sure to read, |
|
|
|
understand, and comply |
|
|
|
with all precautions in |
| MANUAL |
|
the General Safety |
|
|
|
Information section. Be |
|
|
|
|
|
|
sure to read the entire section entitled Welding Guidelines prior to using this equipment.
2.Verify welder is off.
3.Verify that the surfaces of metals to be joined are free from dirt, rust, paint, oil, scale or other contam- inants. These contaminants make welding difficult and cause poor welds.
! DANGER
All persons operating this equipment or in the area
while equipment is in use
must wear protective welding gear including: eye protection with proper shade, flame resistant clothing, leather welding gloves, and full foot protection.
WHETHER OR
! CAUTION NOT THE TRIGGER IS PULLED, the welding wire is LIVE whenever the welder is turned ON.
! WARNING
If heating, welding, or cutting materials that are galvanized, zinc plated, lead,
or cadmium plated refer to the General Safety Information Section for instructions. Extremely toxic fumes are created when these metals are heated.
4.Connect the work clamp to the work piece or workbench (if metal). Make sure the contact is secure. Avoid surfaces with paint, varnish, corrosion, or
5.Position the Heat Selector on the front panel to the desired setting.
www.chpower.com
5