LUBRICATION
To keep the scroll saw operating at peak efficiency, we recommend that a simple maintenance procedure be performed after approximately each 20 hours of use. Proceed as follows:
1.MAKE CERTAIN THE MACHINE IS DISCON- NECTED FROM THE POWER SOURCE.
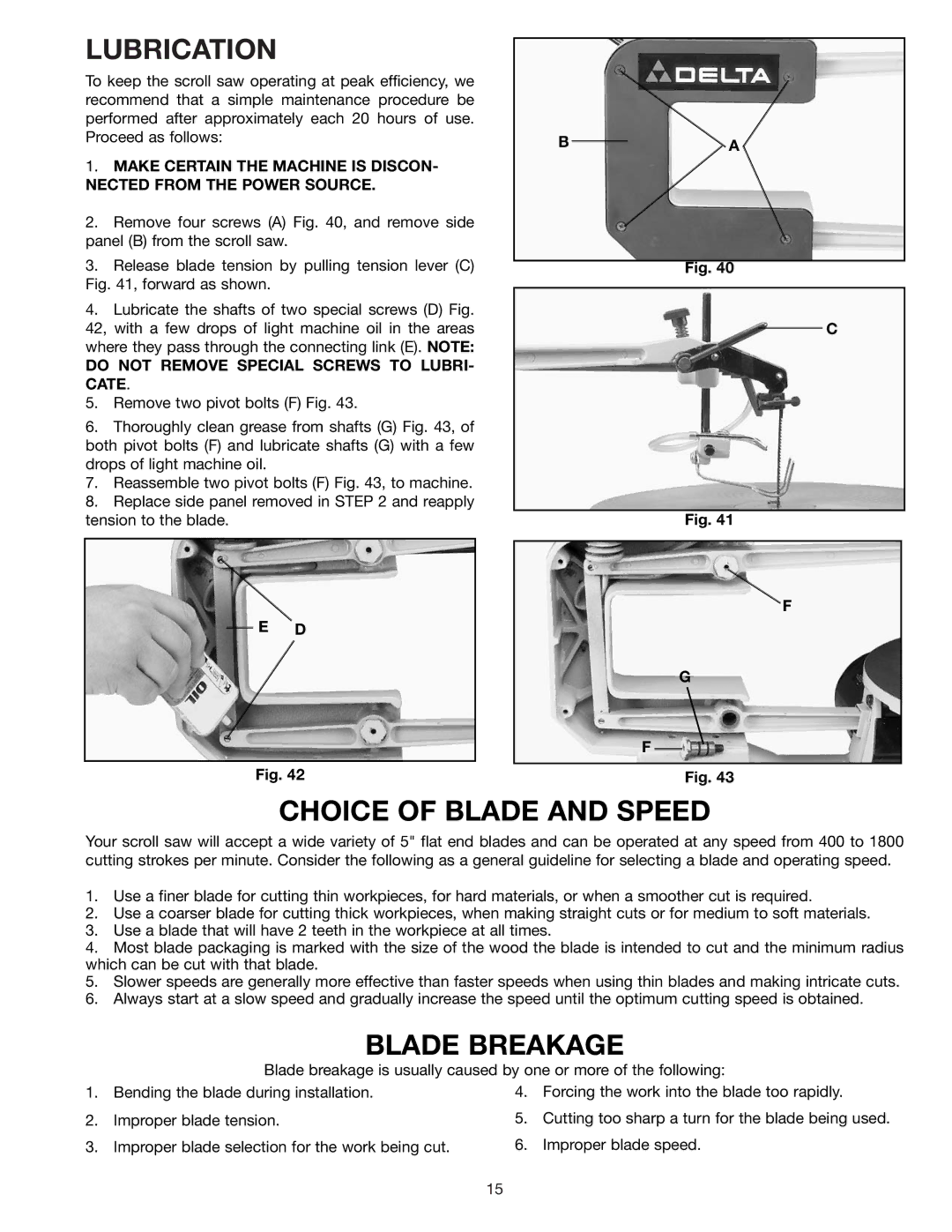
2.Remove four screws (A) Fig. 40, and remove side panel (B) from the scroll saw.
3.Release blade tension by pulling tension lever (C) Fig. 41, forward as shown.
4.Lubricate the shafts of two special screws (D) Fig. 42, with a few drops of light machine oil in the areas where they pass through the connecting link (E). NOTE:
DO NOT REMOVE SPECIAL SCREWS TO LUBRI- CATE.
5.Remove two pivot bolts (F) Fig. 43.
6.Thoroughly clean grease from shafts (G) Fig. 43, of both pivot bolts (F) and lubricate shafts (G) with a few drops of light machine oil.
7.Reassemble two pivot bolts (F) Fig. 43, to machine.
8.Replace side panel removed in STEP 2 and reapply tension to the blade.
E D
Fig. 42
BA
Fig. 40
C
Fig. 41
F
G
F
Fig. 43
CHOICE OF BLADE AND SPEED
Your scroll saw will accept a wide variety of 5" flat end blades and can be operated at any speed from 400 to 1800 cutting strokes per minute. Consider the following as a general guideline for selecting a blade and operating speed.
1.Use a finer blade for cutting thin workpieces, for hard materials, or when a smoother cut is required.
2.Use a coarser blade for cutting thick workpieces, when making straight cuts or for medium to soft materials.
3.Use a blade that will have 2 teeth in the workpiece at all times.
4.Most blade packaging is marked with the size of the wood the blade is intended to cut and the minimum radius which can be cut with that blade.
5.Slower speeds are generally more effective than faster speeds when using thin blades and making intricate cuts.
6.Always start at a slow speed and gradually increase the speed until the optimum cutting speed is obtained.
BLADE BREAKAGE
Blade breakage is usually caused by one or more of the following:
1.Bending the blade during installation.
2.Improper blade tension.
3.Improper blade selection for the work being cut.
4.Forcing the work into the blade too rapidly.
5.Cutting too sharp a turn for the blade being used.
6.Improper blade speed.
15