GENERAL RULES FOR GRINDING
PUNCHING PINS OF PUNCHING TOOLS
IMPORTANT
All punching tools must be sharpened every 100 hours of operation or sooner, depending on abrasiveness of stock being punched.
Sharp punching tools are necessary to produce clean holes, which are essential to maintain high binding production and the prevention of premature wear of punching tools.
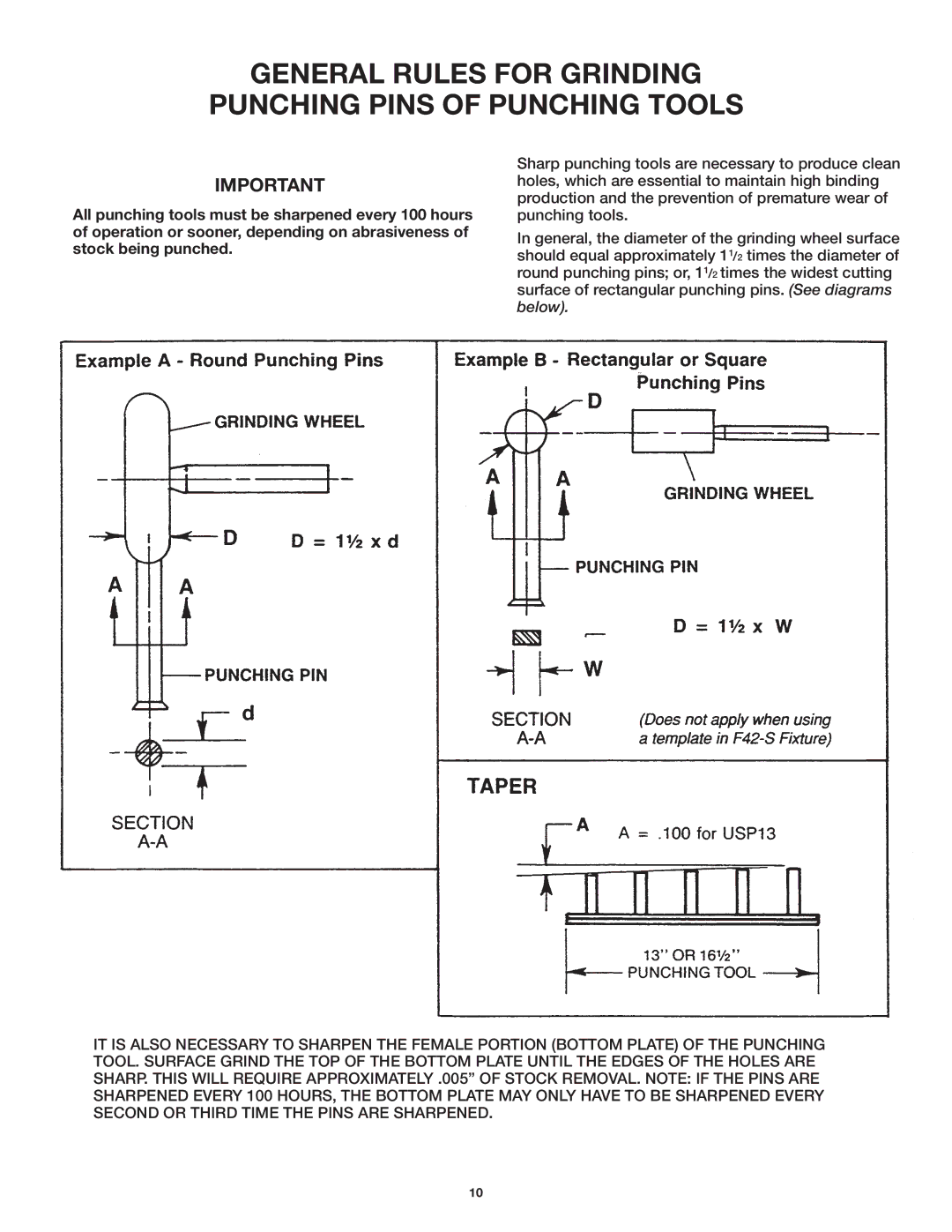
In general, the diameter of the grinding wheel surface should equal approximately 11/2 times the diameter of round punching pins; or, 11/2 times the widest cutting surface of rectangular punching pins. (See diagrams below).
IT IS ALSO NECESSARY TO SHARPEN THE FEMALE PORTION (BOTTOM PLATE) OF THE PUNCHING TOOL. SURFACE GRIND THE TOP OF THE BOTTOM PLATE UNTIL THE EDGES OF THE HOLES ARE SHARP. THIS WILL REQUIRE APPROXIMATELY .005” OF STOCK REMOVAL. NOTE: IF THE PINS ARE SHARPENED EVERY 100 HOURS, THE BOTTOM PLATE MAY ONLY HAVE TO BE SHARPENED EVERY SECOND OR THIRD TIME THE PINS ARE SHARPENED.
10