Changing Speeds
Always disconnect power to the machine before performing installation or maintenance. Failure to do this may result in serious personal injury.
Your power feeder has the option to feed a workpiece at 13, 26, 33, and 66 feet per minute.
These rates are achieved by changing the combi- nation of change gears, and by turning the motor switch to high or low range operation.
To change the feed rate of your power feeder:
1.DISCONNECT THE POWER FEEDER FROM POWER!
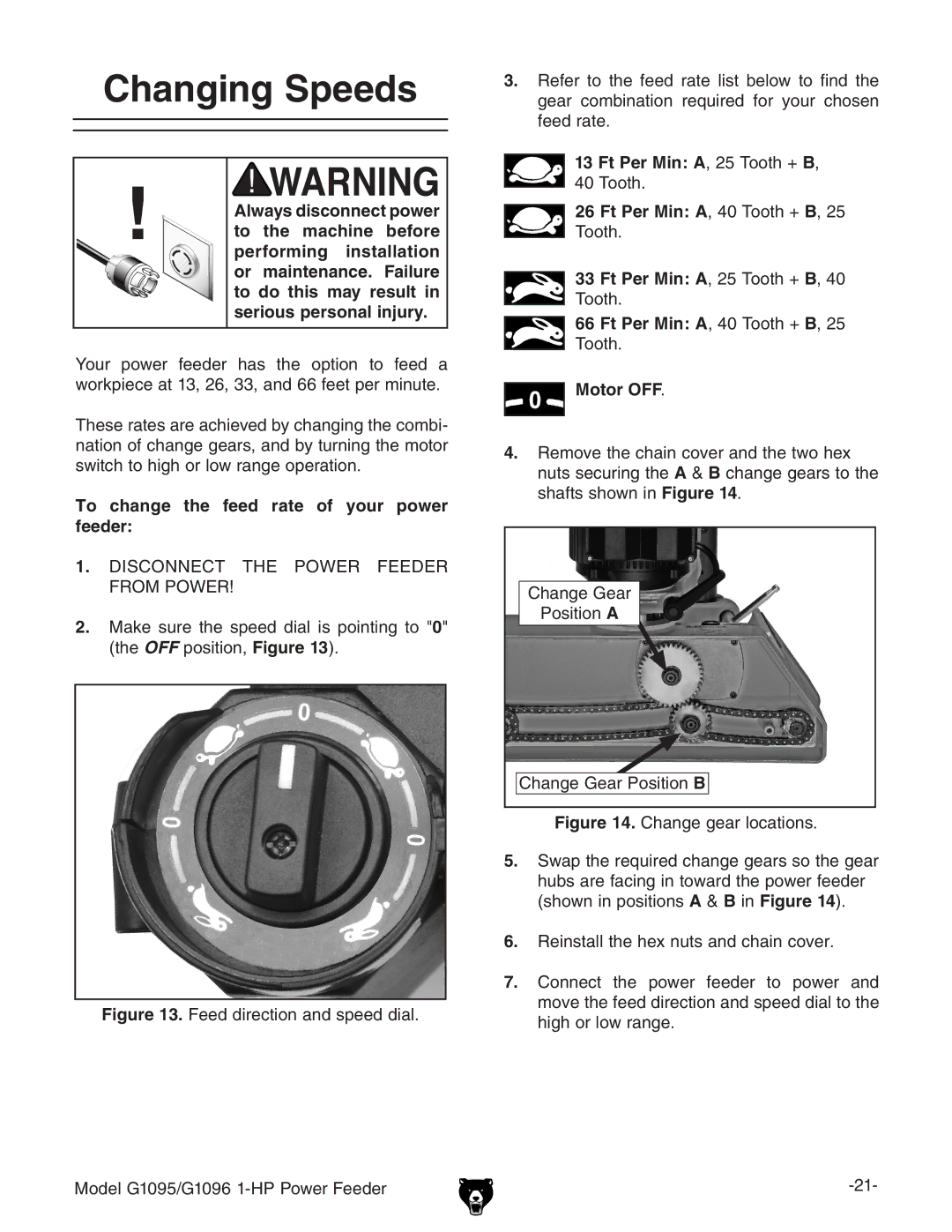
2.Make sure the speed dial is pointing to "0" (the OFF position, Figure 13).
Figure 13. Feed direction and speed dial.
Model G1095/G1096 1-HP Power Feeder
3.Refer to the feed rate list below to find the gear combination required for your chosen feed rate.
13 Ft Per Min: A, 25 Tooth + B,
40 Tooth.
26 Ft Per Min: A, 40 Tooth + B, 25
Tooth.
33 Ft Per Min: A, 25 Tooth + B, 40
Tooth.
66 Ft Per Min: A, 40 Tooth + B, 25
Tooth.
Motor OFF.
4.Remove the chain cover and the two hex nuts securing the A & B change gears to the shafts shown in Figure 14.
Change Gear
Position A
Change Gear Position B