MAINTENANCE
TOP PLATE FILING ANGLE
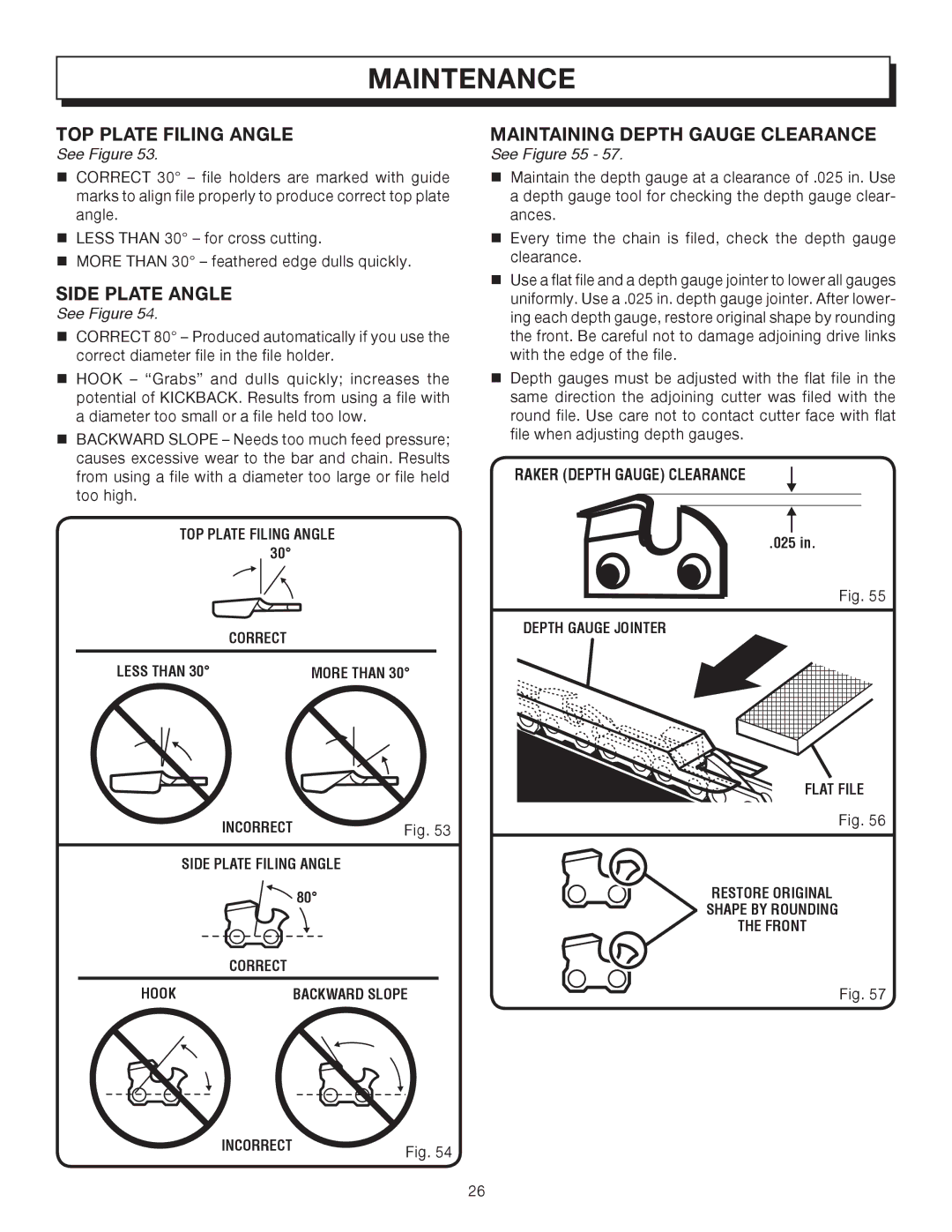
See Figure 53.
nCORRECT 30° – file holders are marked with guide marks to align file properly to produce correct top plate angle.
nLESS THAN 30° – for cross cutting.
nMORE THAN 30° – feathered edge dulls quickly.
SIDE PLATE ANGLE
See Figure 54.
nCORRECT 80° – Produced automatically if you use the correct diameter file in the file holder.
nHOOK – “Grabs” and dulls quickly; increases the potential of KICKBACK. Results from using a file with a diameter too small or a file held too low.
nBACKWARD SLOPE – Needs too much feed pressure; causes excessive wear to the bar and chain. Results from using a file with a diameter too large or file held too high.
TOP PLATE FILING ANGLE 30°
CORRECT
LESS THAN 30° | MORE THAN 30° |
MAINTAINING DEPTH GAUGE CLEARANCE
See Figure 55 - 57.
nMaintain the depth gauge at a clearance of .025 in. Use a depth gauge tool for checking the depth gauge clear- ances.
nEvery time the chain is filed, check the depth gauge clearance.
�n Use a flat file and a depth gauge jointer to lower all gauges uniformly. Use a .025 in. depth gauge jointer. After lower- ing each depth gauge, restore original shape by rounding the front. Be careful not to damage adjoining drive links with the edge of the file.
�n Depth gauges must be adjusted with the flat file in the same direction the adjoining cutter was filed with the round file. Use care not to contact cutter face with flat file when adjusting depth gauges.
RAKER (DEPTH GAUGE) CLEARANCE
.025 in.
Fig. 55
DEPTH GAUGE JOINTER
FLAT FILE
INCORRECT | Fig. 53 | Fig. 56 |
| ||
SIDE PLATE FILING ANGLE |
| |
| 80° | RESTORE ORIGINAL |
|
| SHAPE BY ROUNDING |
|
| THE FRONT |
CORRECT |
|
|
HOOK | BACKWARD SLOPE | Fig. 57 |
INCORRECT | Fig. 54 |
|
26