A CLOSER LOOK
A RC PE RFO RM AN CE
M icr o- StartII™ Te ch nol o gy — More than ju sta starting aid.
Better control for starting, arc stability and crater fill.
IN NOW CLUDES for AC WALUMINUM ELDING
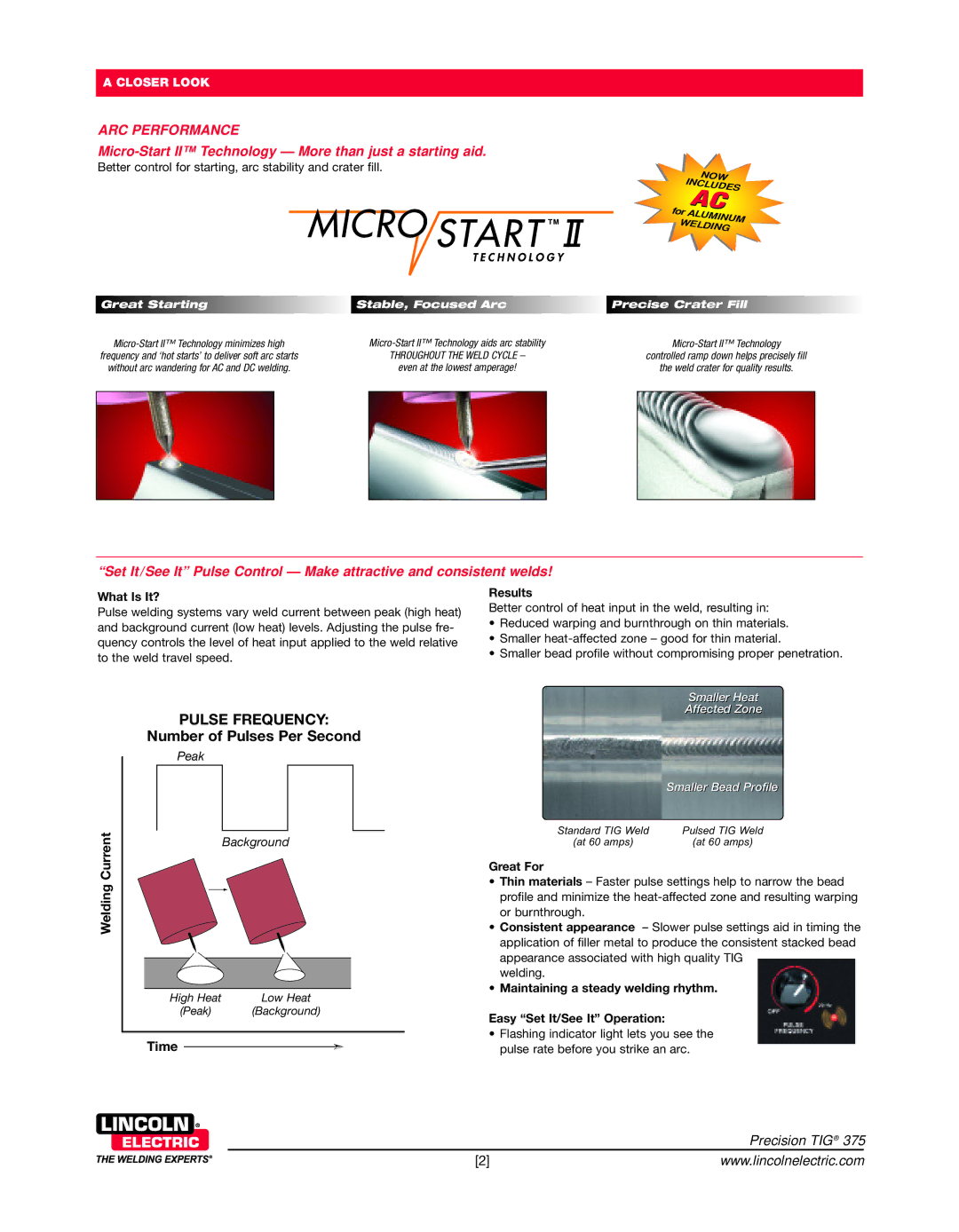
Great Starting
Micro-Start II™ Technology minimizes high
frequency and ‘hot starts’ to deliver soft arc starts without arc wandering for AC and DC welding.
Stable, Focused Arc
THROUGHOUT THE WELD CYCLE –
even at the lowest amperage!
Precise Crater Fill
controlled ramp down helps precisely fill
the weld crater for quality results.
“ Set ItSee/ It” Pulse Con tro l — Make | attracti ve and c on sistentwe lds! |
What Is It?
Pulse welding systems vary weld current between peak (high heat) and background current (low heat) levels. Adjusting the pulse fre- quency controls the level of heat input applied to the weld relative to the weld travel speed.
Results
Better control of heat input in the weld, resulting in:
•Reduced warping and burnthrough on thin materials.
•Smaller
•Smaller bead profile without compromising proper penetration.
PULSE FREQUENCY:
Number of Pulses Per Second
Peak |
|
Welding Current | Background |
| |
High Heat | Low Heat |
(Peak) | (Background) |
Time |
|
Smaller Heat
Affected Zone
| Smaller Bead Profile |
Standard TIG Weld | Pulsed TIG Weld |
(at 60 amps) | (at 60 amps) |
Great For
•Thin materials – Faster pulse settings help to narrow the bead profile and minimize the
•Consistent appearance – Slower pulse settings aid in timing the application of filler metal to produce the consistent stacked bead appearance associated with high quality TIG
welding.
•Maintaining a steady welding rhythm.
Easy “Set It/See It” Operation:
•Flashing indicator light lets you see the pulse rate before you strike an arc.
|
| Pr eci sion | TI G ® 375 |
[2] | www | .lincolnelectric.com | |