MAINTENANCE | ||
|
|
|
CLEANING THE GUN LINER
•Unplug the machine or turn the power switch to the OFF - “0” position.
•Remove the gas nozzle and contact tip from the gun.
•Clean the inside diameter with a short piece of wire.
•Clean the cable liner when rough and erratic wire feeding occur:
Lay the cable out straight. Blow out gently with dry compressed air (max 145 psi) through the wire guide tube and check the condition of the tube. Bend the cable back and forth, then blow the tube out again. Repeat until clean.
CAUTION
Excessive pressure at start may cause the dirt to form a plug.
CLEANING COMPONENTS AS REQUIRED
• | Unplug the machine or turn the power switch to the |
| OFF - “0” position. |
• | Blow dirt out of the welder with low pressure air to |
| eliminate excessive dirt and dust buildup that could |
| cause the welder to run hot. |
• | Vacuum accumulated dirt from the |
COMPONENT REPLACEMENT
PROCEDURES
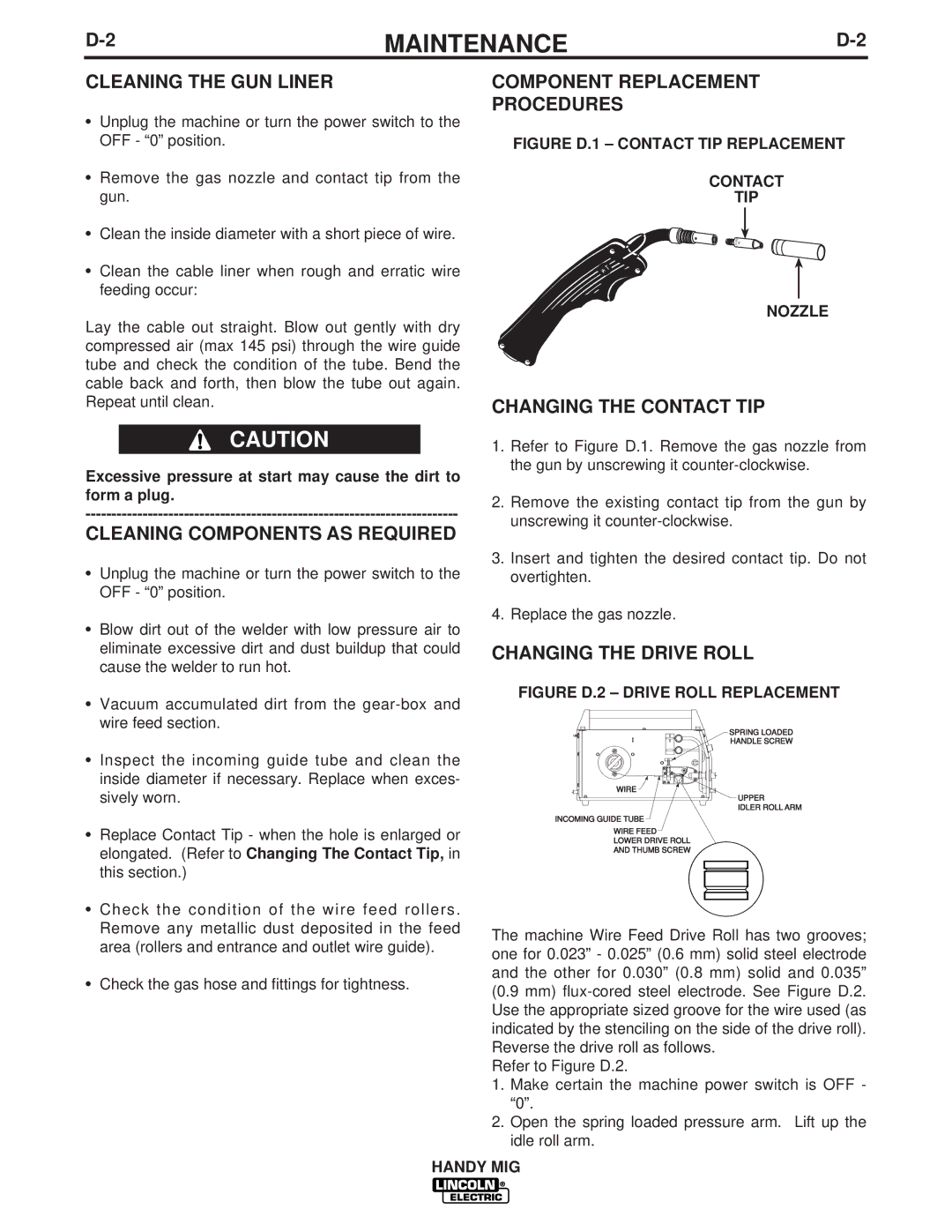
FIGURE D.1 – CONTACT TIP REPLACEMENT
CONTACT
TIP
0 | L |
.04 | |
0 A | |
- |
|
.1 |
|
NOZZLE
CHANGING THE CONTACT TIP
1.Refer to Figure D.1. Remove the gas nozzle from the gun by unscrewing it
2.Remove the existing contact tip from the gun by unscrewing it
3.Insert and tighten the desired contact tip. Do not overtighten.
4.Replace the gas nozzle.
CHANGING THE DRIVE ROLL
FIGURE D.2 – DRIVE ROLL REPLACEMENT
wire feed section. |
• Inspect the incoming guide tube and clean the |
inside diameter if necessary. Replace when exces- |
sively worn. |
• Replace Contact Tip - when the hole is enlarged or |
elongated. (Refer to Changing The Contact Tip, in |
this section.) |
• Check the condition of the wire feed rollers. |
Remove any metallic dust deposited in the feed |
WIRE |
INCOMING GUIDE TUBE
WIRE FEED
LOWER DRIVE ROLL
AND THUMB SCREW
SPRING LOADED HANDLE SCREW
UPPER
IDLER ROLL ARM
area (rollers and entrance and outlet wire guide). |
• Check the gas hose and fittings for tightness. |
The machine Wire Feed Drive Roll has two grooves; one for 0.023” - 0.025” (0.6 mm) solid steel electrode and the other for 0.030” (0.8 mm) solid and 0.035” (0.9 mm)
Refer to Figure D.2.
1.Make certain the machine power switch is OFF - “0”.
2.Open the spring loaded pressure arm. Lift up the idle roll arm.