OPERATION | ||
|
|
|
●No external shielding gas is required when used with Lincoln Innershield .035” (0.9 mm)
●Accommodates both 4” (100 mm) diameter and 8” (200 mm) diameter spools of wire.
5.Gun Trigger - Activates welding output, wire feed, and gas solenoid operation. Releasing the trigger deactivates welding and simultaneously activates the “burnback” function so that the welding wire does not stick in the weld puddle.
WELDING CAPABILITY
The
er output currents at lower duty cycles. | 1 |
|
LIMITATIONS
Arc Gouging cannot be performed with the
CONTROLS AND SETTINGS
2
3
DO NOT SWITCH
WHEN WELDING
SP-135T
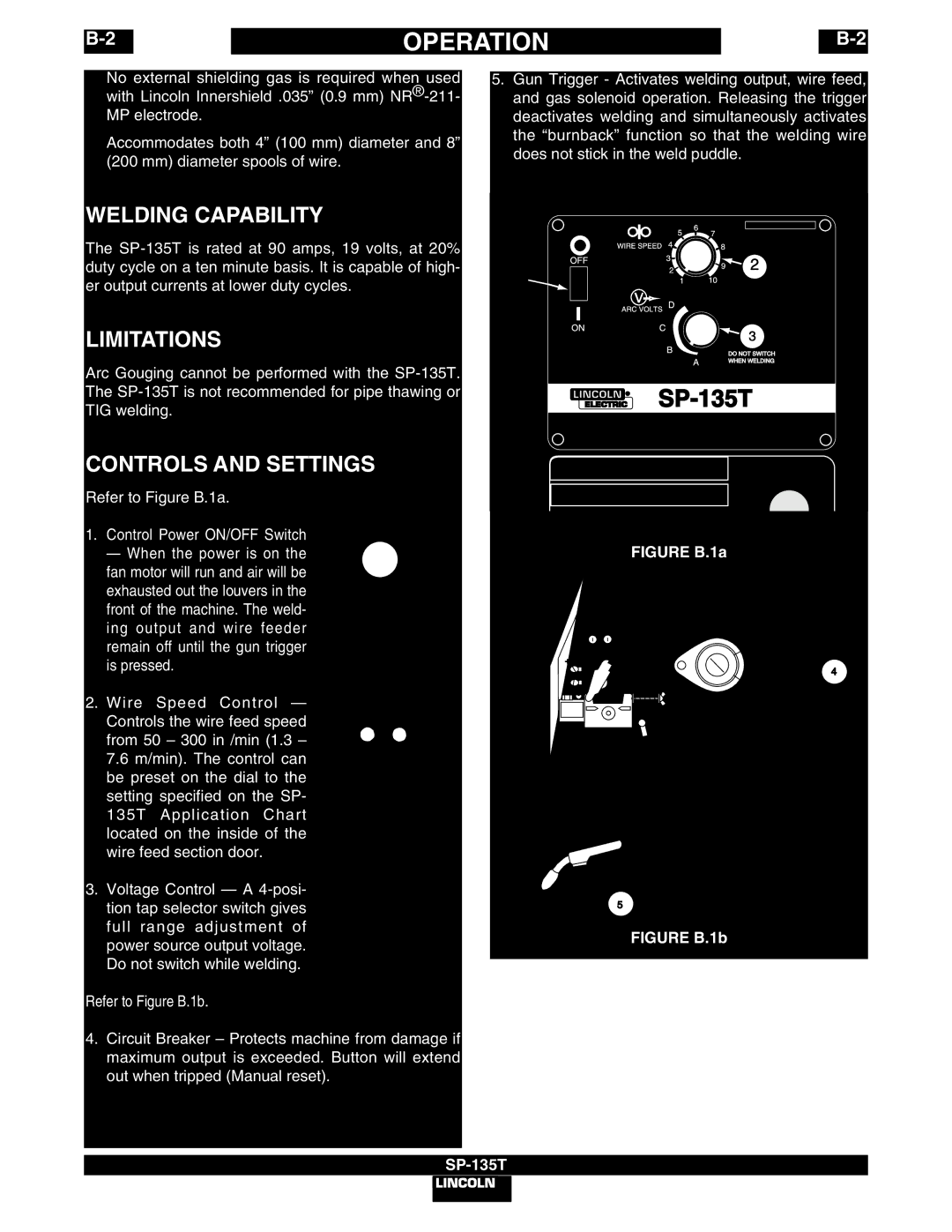
Refer to Figure B.1a.
1.Control Power ON/OFF Switch
— When the power is on the fan motor will run and air will be exhausted out the louvers in the front of the machine. The weld- ing output and wire feeder remain off until the gun trigger is pressed.
2.Wire Speed Control — Controls the wire feed speed from 50 – 300 in /min (1.3 – 7.6 m/min). The control can be preset on the dial to the setting specified on the SP- 135T Application Chart located on the inside of the wire feed section door.
3.Voltage Control — A
OFF
ON
WIRE SPEED
ARC VOLTS
FIGURE B.1a
+
4
-
5
FIGURE B.1b
Refer to Figure B.1b.
4.Circuit Breaker – Protects machine from damage if maximum output is exceeded. Button will extend out when tripped (Manual reset).