|
| TROUBLESHOOTING |
|
| ||||||||
|
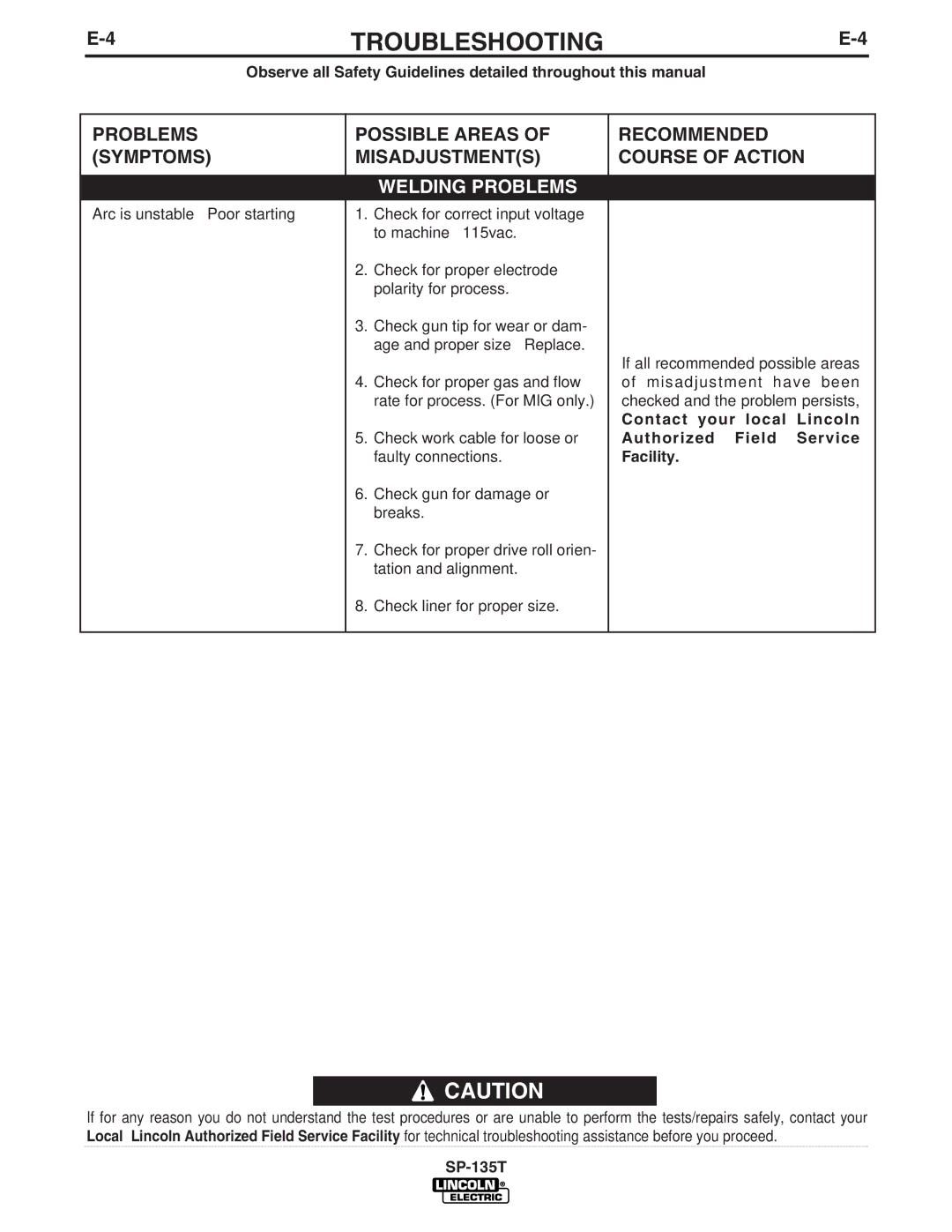
| Observe all Safety Guidelines detailed throughout this manual |
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
| POSSIBLE AREAS OF |
|
|
| ||||
|
| PROBLEMS | RECOMMENDED |
|
|
| ||||||
|
| (SYMPTOMS) |
|
| MISADJUSTMENT(S) |
|
| COURSE OF ACTION |
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| WELDING PROBLEMS |
|
|
|
|
|
|
|
| Arc is unstable – Poor starting |
|
| 1. Check for correct input voltage |
|
|
|
|
|
| |
|
|
|
|
|
| to machine – 115vac. |
|
|
|
|
|
|
|
|
|
|
| 2. | Check for proper electrode |
|
|
|
|
|
|
|
|
|
|
|
| polarity for process. |
|
|
|
|
|
|
|
|
|
|
| 3. | Check gun tip for wear or dam- |
|
|
|
|
|
|
|
|
|
|
|
| age and proper size – Replace. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| If all recommended possible areas |
|
| |
|
|
|
|
| 4. | Check for proper gas and flow |
|
| of misadjustment have been |
|
| |
|
|
|
|
|
| rate for process. (For MIG only.) |
|
| checked and the problem persists, |
|
| |
|
|
|
|
|
|
|
|
| Contact your local | Lincoln |
|
|
|
|
|
|
| 5. | Check work cable for loose or |
|
| Authorized Field | Service |
|
|
|
|
|
|
|
| faulty connections. |
|
| Facility. |
|
|
|
|
|
|
|
| 6. | Check gun for damage or |
|
|
|
|
|
|
|
|
|
|
|
| breaks. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
| 7. | Check for proper drive roll orien- |
|
|
|
|
|
|
|
|
|
|
|
| tation and alignment. |
|
|
|
|
|
|
|
|
|
|
| 8. | Check liner for proper size. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.