TROUBLESHOOTING | ||
Observe all Safety Guidelines detailed throughout this manual | ||
|
|
|
PROBLEMS | POSSIBLE | RECOMMENDED |
(SYMPTOMS) | CAUSE | COURSE OF ACTION |
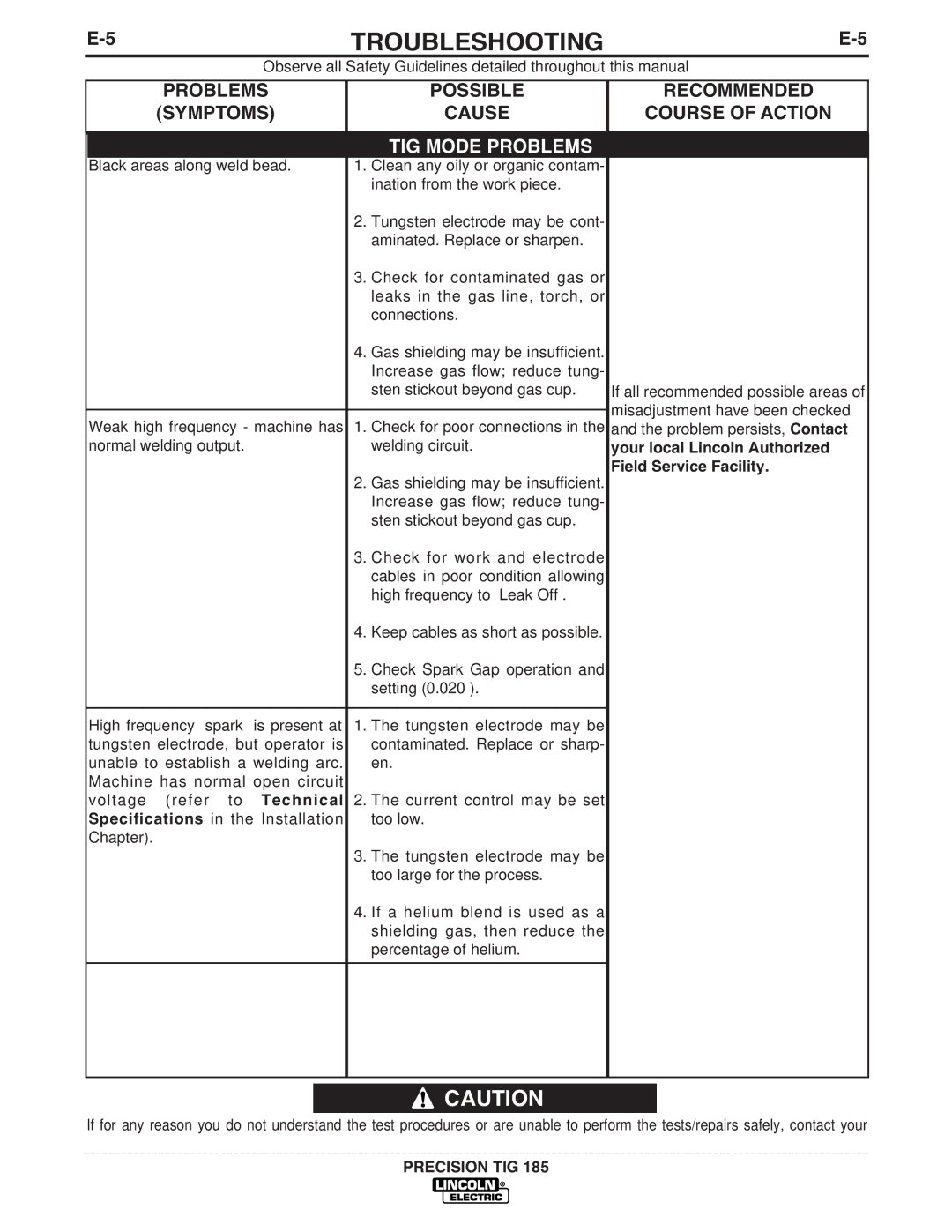
TIG MODE PROBLEMS
Black areas along weld bead. | 1. Clean any oily or organic contam- | |
|
| ination from the work piece. |
| 2. | Tungsten electrode may be cont- |
|
| aminated. Replace or sharpen. |
| 3. | Check for contaminated gas or |
|
| leaks in the gas line, torch, or |
|
| connections. |
| 4. | Gas shielding may be insufficient. |
|
| Increase gas flow; reduce tung- |
|
| sten stickout beyond gas cup. |
|
| |
Weak high frequency - machine has | 1. Check for poor connections in the | |
normal welding output. |
| welding circuit. |
| 2. | Gas shielding may be insufficient. |
|
| Increase gas flow; reduce tung- |
|
| sten stickout beyond gas cup. |
| 3. | Check for work and electrode |
|
| cables in poor condition allowing |
|
| high frequency to “Leak Off”. |
| 4. | Keep cables as short as possible. |
| 5. | Check Spark Gap operation and |
|
| setting (0.020”). |
|
| |
High frequency “spark” is present at | 1. The tungsten electrode may be | |
tungsten electrode, but operator is |
| contaminated. Replace or sharp- |
unable to establish a welding arc. |
| en. |
Machine has normal open circuit |
|
|
voltage (refer to Technical | 2. The current control may be set | |
Specifications in the Installation |
| too low. |
Chapter). |
|
|
| 3. | The tungsten electrode may be |
|
| too large for the process. |
| 4. | If a helium blend is used as a |
|
| shielding gas, then reduce the |
|
| percentage of helium. |
|
|
|
|
|
|
If all recommended possible areas of misadjustment have been checked and the problem persists, Contact your local Lincoln Authorized Field Service Facility.
![]()
![]() CAUTION
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your