OPERATION | ||
|
|
|
The new foot pedal provides such independent action distinction of precisely where the arc start switch actu- ates without
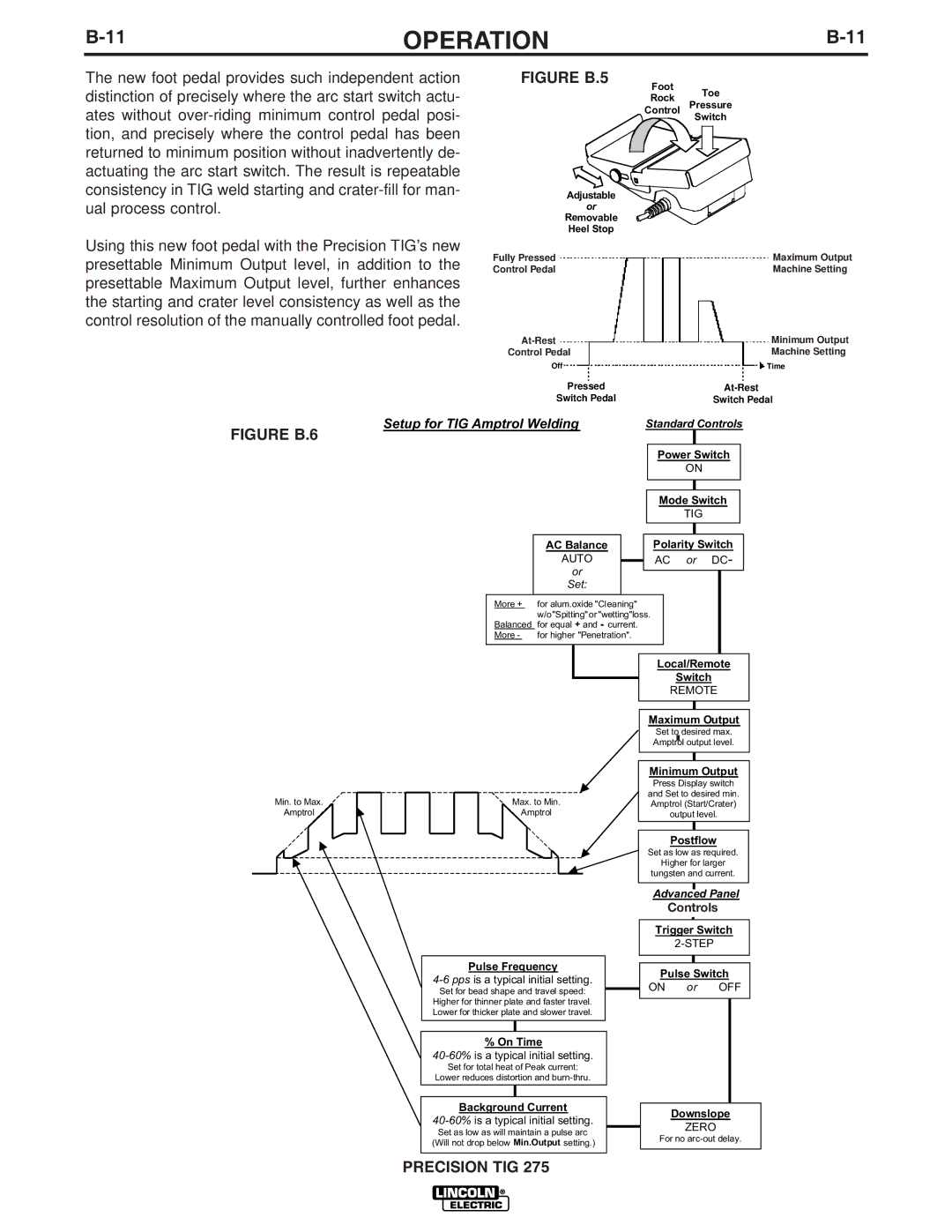
Using this new foot pedal with the Precision TIG’s new presettable Minimum Output level, in addition to the presettable Maximum Output level, further enhances the starting and crater level consistency as well as the control resolution of the manually controlled foot pedal.
FIGURE B.5
Foot
Rock Toe
Control Pressure
Switch
| Adjustable |
|
| |||||
|
|
| ||||||
| or |
|
|
|
|
|
| |
|
|
| ||||||
| Removable |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Heel Stop | |||||||
Fully Pressed |
|
|
|
|
|
|
| Maximum Output |
Control Pedal |
|
|
|
|
|
|
| Machine Setting |
|
|
| Minimum Output | ||||
Control Pedal |
|
| Machine Setting | ||||
|
|
|
|
|
|
| |
|
| Off |
|
| Tim | e | |
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| Pressed | ||||
|
| Switch Pedal | Switch Pedal | ||||
|
|
|
| ||||
Setup for TIG Amptrol Welding
FIGURE B.6
AC Balance
AUTO
or
Set:
Standard Controls
Power Switch
ON
Mode Switch
TIG
Polarity Switch
AC or DC-
More + for alum.oxide "Cleaning" w/o"Spitting" or "wetting"loss.
Balanced for equal + and - current. More - for higher "Penetration".
Min. to Max. ![]() Amptrol
Amptrol ![]()
Max. to Min.
![]() Amptrol
Amptrol
Pulse Frequency
4-6 pps is a typical initial setting.
Set for bead shape and travel speed: Higher for thinner plate and faster travel. Lower for thicker plate and slower travel.
% On Time
Set for total heat of Peak current:
Lower reduces distortion and
Background Current
Set as low as will maintain a pulse arc (Will not drop below Min.Output setting.)
Local/Remote
Switch
REMOTE
Maximum Output
Set to desired max. Amptrol output level.
Minimum Output
Press Display switch
and Set to desired min. Amptrol (Start/Crater) output level.
Postflow
Set as low as required.
Higher for larger
tungsten and current.
Advanced Panel
Controls(If used)
Trigger Switch
Pulse Switch
ON or OFF
Downslope
ZERO
For no