| MAINTENANCE | ||
|
|
|
|
SERVICE PROCEDURES |
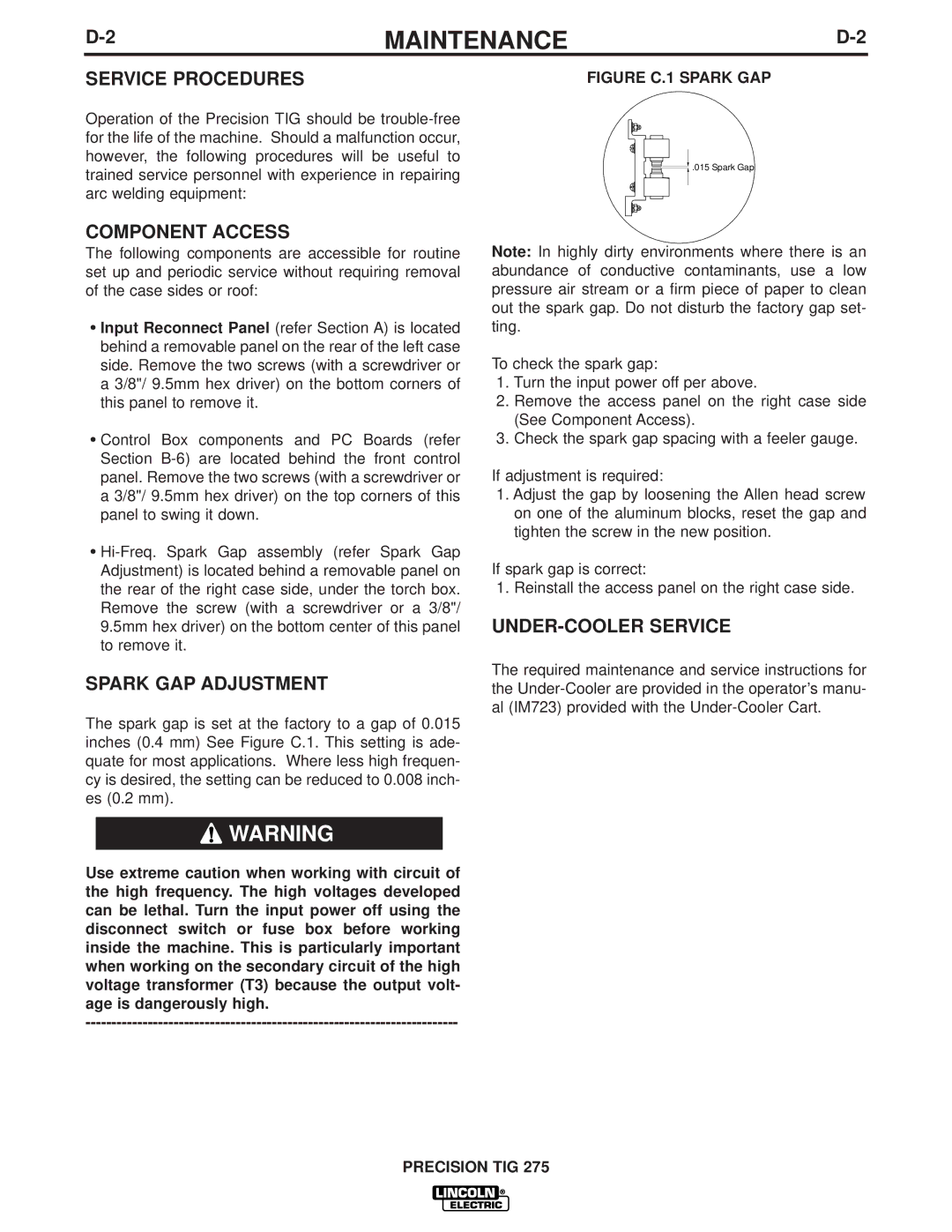
| FIGURE C.1 SPARK GAP | |
Operation of the Precision TIG should be
![]()
![]() .015 Spark Gap
.015 Spark Gap
COMPONENT ACCESS
The following components are accessible for routine set up and periodic service without requiring removal of the case sides or roof:
•Input Reconnect Panel (refer Section A) is located behind a removable panel on the rear of the left case side. Remove the two screws (with a screwdriver or a 3/8"/ 9.5mm hex driver) on the bottom corners of this panel to remove it.
•Control Box components and PC Boards (refer Section
•
SPARK GAP ADJUSTMENT
The spark gap is set at the factory to a gap of 0.015 inches (0.4 mm) See Figure C.1. This setting is ade- quate for most applications. Where less high frequen- cy is desired, the setting can be reduced to 0.008 inch- es (0.2 mm).
![]() WARNING
WARNING
Use extreme caution when working with circuit of the high frequency. The high voltages developed can be lethal. Turn the input power off using the disconnect switch or fuse box before working inside the machine. This is particularly important when working on the secondary circuit of the high voltage transformer (T3) because the output volt- age is dangerously high.
Note: In highly dirty environments where there is an abundance of conductive contaminants, use a low pressure air stream or a firm piece of paper to clean out the spark gap. Do not disturb the factory gap set- ting.
To check the spark gap:
1.Turn the input power off per above.
2.Remove the access panel on the right case side (See Component Access).
3.Check the spark gap spacing with a feeler gauge.
If adjustment is required:
1.Adjust the gap by loosening the Allen head screw on one of the aluminum blocks, reset the gap and tighten the screw in the new position.
If spark gap is correct:
1. Reinstall the access panel on the right case side.
UNDER-COOLER SERVICE
The required maintenance and service instructions for the