4-8. Basic Sub Arc (SAW) Welding
.Customer must supply the following: power source, power source control cable, wire drive assembly, wire drive assembly cable, drive rolls, gun, welding wire, weld cables, remote voltage sense leads, and flux system for the desired application.
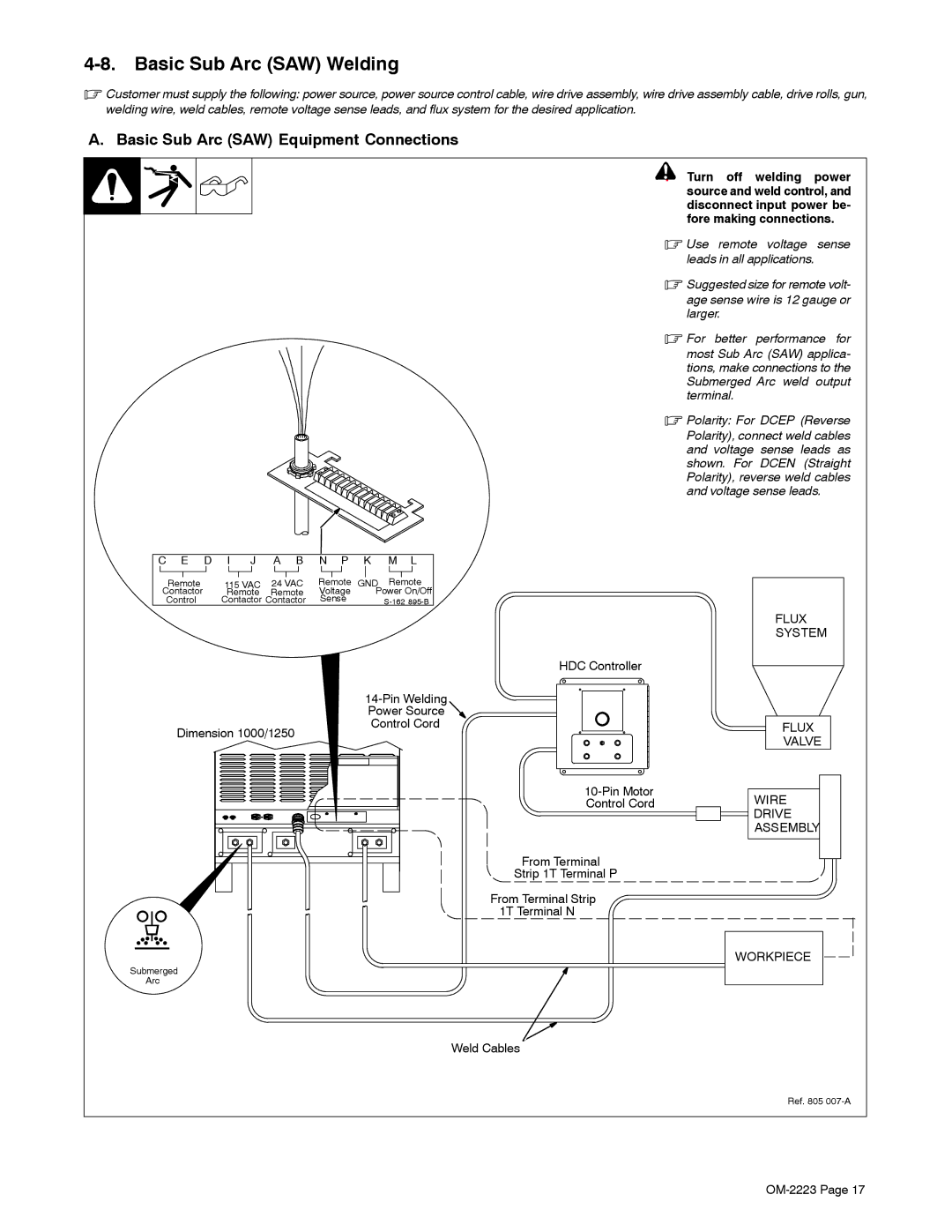
A.Basic Sub Arc (SAW) Equipment Connections
! Turn off welding power source and weld control, and disconnect input power be- fore making connections.
. Use remote voltage sense leads in all applications.
. Suggested size for remote volt-
age sense wire is 12 gauge or larger.
. For better performance for
most Sub Arc (SAW) applica- tions, make connections to the Submerged Arc weld output terminal.
. Polarity: For DCEP (Reverse
Polarity), connect weld cables and voltage sense leads as shown. For DCEN (Straight Polarity), reverse weld cables and voltage sense leads.
C E D I J A B N P K M L
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Remote | 115 VAC | 24 VAC | Remote | GND | Remote | |||||||||||||||||||
Contactor | Remote | Remote | Voltage |
| Power On/Off | |||||||||||||||||||
Control | Contactor Contactor | Sense |
|
| ||||||||||||||||||||
FLUX
SYSTEM
Dimension 1000/1250
Submerged
Arc
HDC Controller
Power Source
Control Cord
Control Cord
From Terminal
Strip 1T Terminal P
From Terminal Strip
1T Terminal N
FLUX
VALVE
WIRE
DRIVE ASSEMBLY
WORKPIECE
Weld Cables
Ref. 805