SECTION 5 − OPERATION
5-1. Front Panel Controls
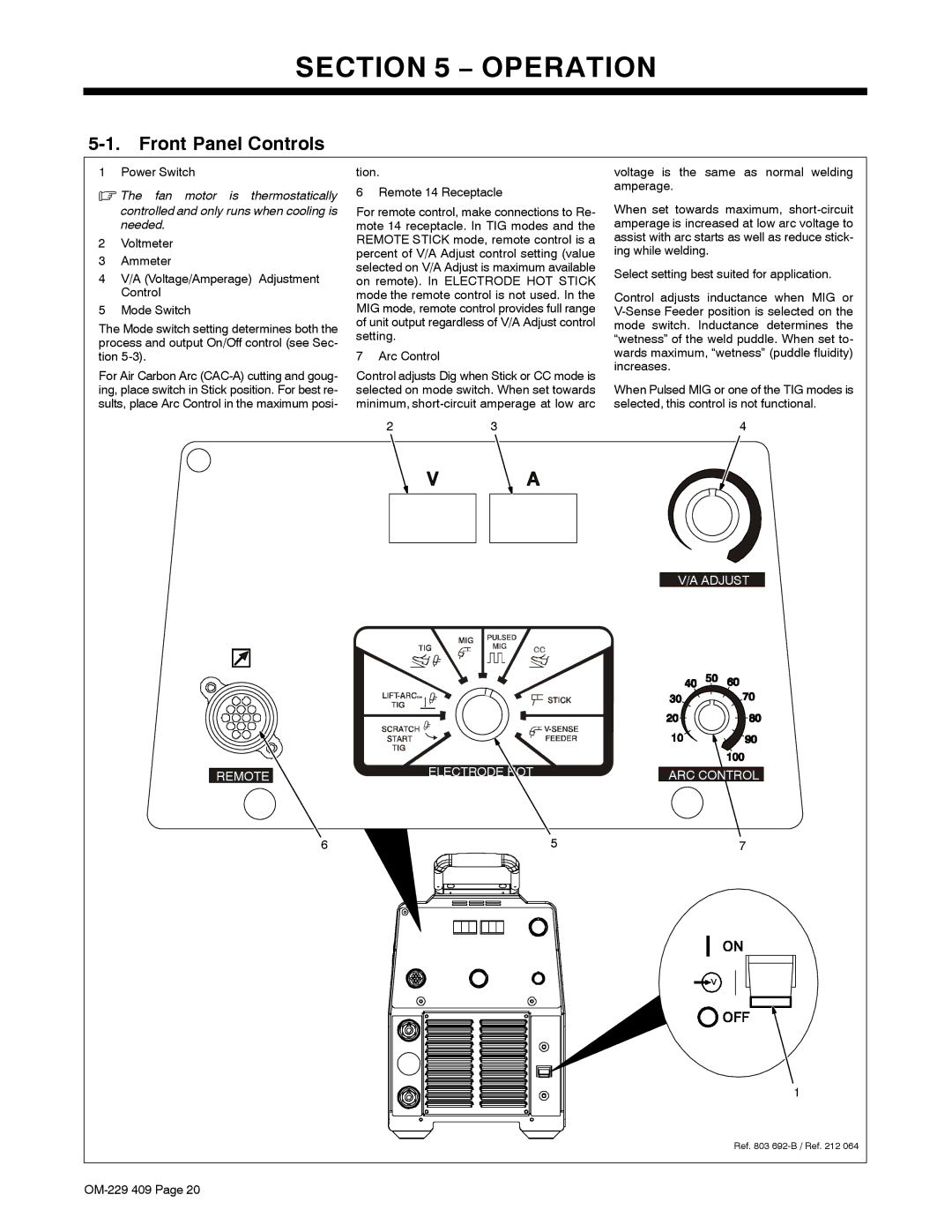
1 Power Switch
.The fan motor is thermostatically
controlled and only runs when cooling is needed.
2Voltmeter
3Ammeter
4V/A (Voltage/Amperage) Adjustment Control
5Mode Switch
The Mode switch setting determines both the process and output On/Off control (see Sec- tion
For Air Carbon Arc
tion.
6 Remote 14 Receptacle
For remote control, make connections to Re- mote 14 receptacle. In TIG modes and the REMOTE STICK mode, remote control is a percent of V/A Adjust control setting (value selected on V/A Adjust is maximum available on remote). In ELECTRODE HOT STICK mode the remote control is not used. In the MIG mode, remote control provides full range of unit output regardless of V/A Adjust control setting.
7 Arc Control
Control adjusts Dig when Stick or CC mode is selected on mode switch. When set towards minimum,
23
voltage is the same as normal welding amperage.
When set towards maximum,
Select setting best suited for application.
Control adjusts inductance when MIG or
When Pulsed MIG or one of the TIG modes is selected, this control is not functional.
4
V/A ADJUST
REMOTE
ELECTRODE HOT |
| ARC CONTROL |
6 | 5 | 7 |
1
Ref. 803