6-4. Program Push Button
1
2
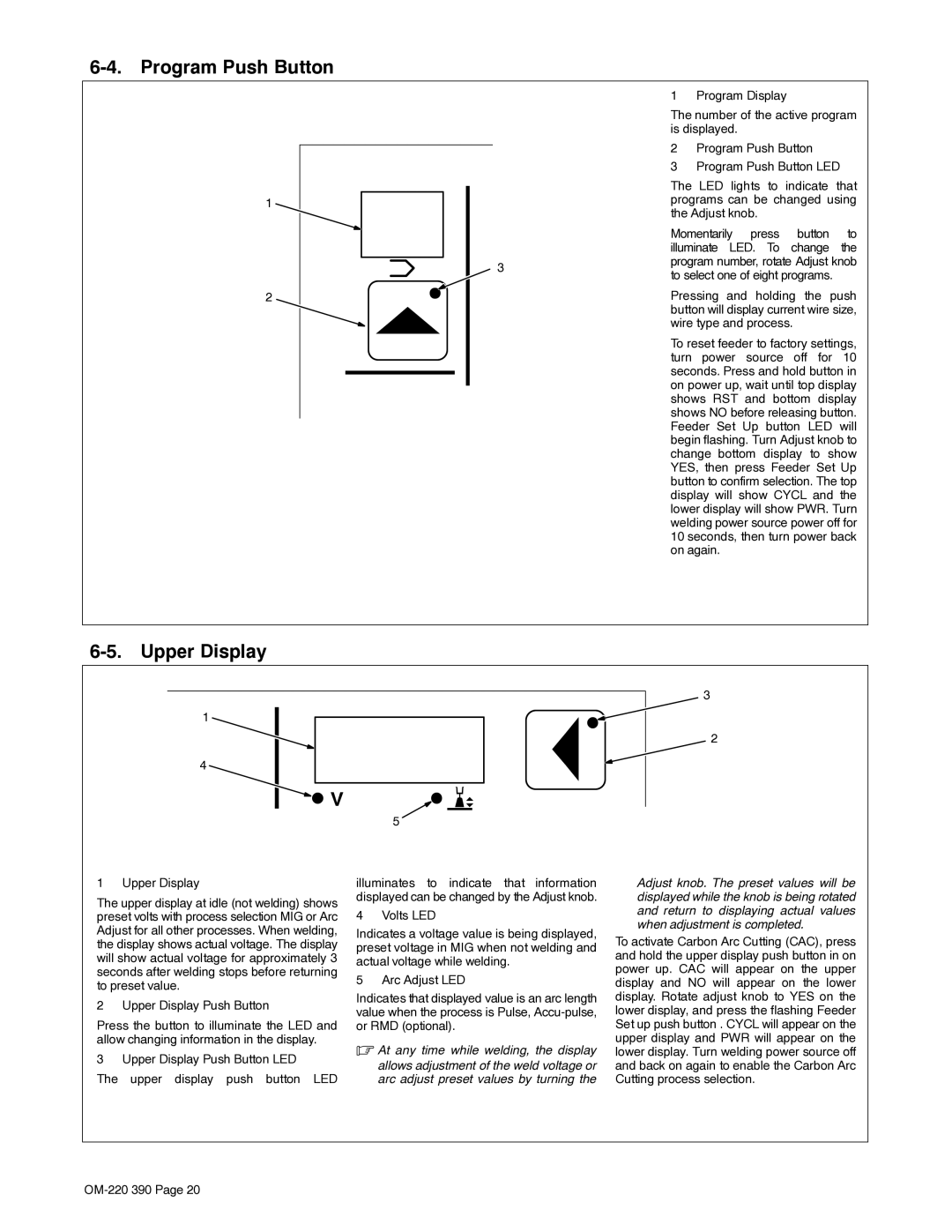
1 Program Display
The number of the active program is displayed.
2 Program Push Button
3 Program Push Button LED
The LED lights to indicate that programs can be changed using the Adjust knob.
Momentarily press button to illuminate LED. To change the
3 | program number, rotate Adjust knob | |
to select one of eight programs. | ||
| ||
| Pressing and holding the push | |
| button will display current wire size, | |
| wire type and process. | |
| To reset feeder to factory settings, | |
| turn power source off for 10 | |
| seconds. Press and hold button in | |
| on power up, wait until top display | |
| shows RST and bottom display | |
| shows NO before releasing button. | |
| Feeder Set Up button LED will | |
| begin flashing. Turn Adjust knob to | |
| change bottom display to show | |
| YES, then press Feeder Set Up | |
| button to confirm selection. The top | |
| display will show CYCL and the | |
| lower display will show PWR. Turn | |
| welding power source power off for | |
| 10 seconds, then turn power back | |
| on again. |
6-5. Upper Display
1
4
![]() V
V
5
3
2
1 Upper Display
The upper display at idle (not welding) shows preset volts with process selection MIG or Arc Adjust for all other processes. When welding, the display shows actual voltage. The display will show actual voltage for approximately 3 seconds after welding stops before returning to preset value.
2 Upper Display Push Button
Press the button to illuminate the LED and allow changing information in the display.
3 Upper Display Push Button LED
The upper display push button LED
illuminates to indicate that information displayed can be changed by the Adjust knob.
4 Volts LED
Indicates a voltage value is being displayed, preset voltage in MIG when not welding and actual voltage while welding.
5 Arc Adjust LED
Indicates that displayed value is an arc length value when the process is Pulse,
.At any time while welding, the display
allows adjustment of the weld voltage or arc adjust preset values by turning the
Adjust knob. The preset values will be displayed while the knob is being rotated and return to displaying actual values when adjustment is completed.
To activate Carbon Arc Cutting (CAC), press and hold the upper display push button in on power up. CAC will appear on the upper display and NO will appear on the lower display. Rotate adjust knob to YES on the lower display, and press the flashing Feeder Set up push button . CYCL will appear on the upper display and PWR will appear on the lower display. Turn welding power source off and back on again to enable the Carbon Arc Cutting process selection.