5-6. Installing And Threading Welding Wire
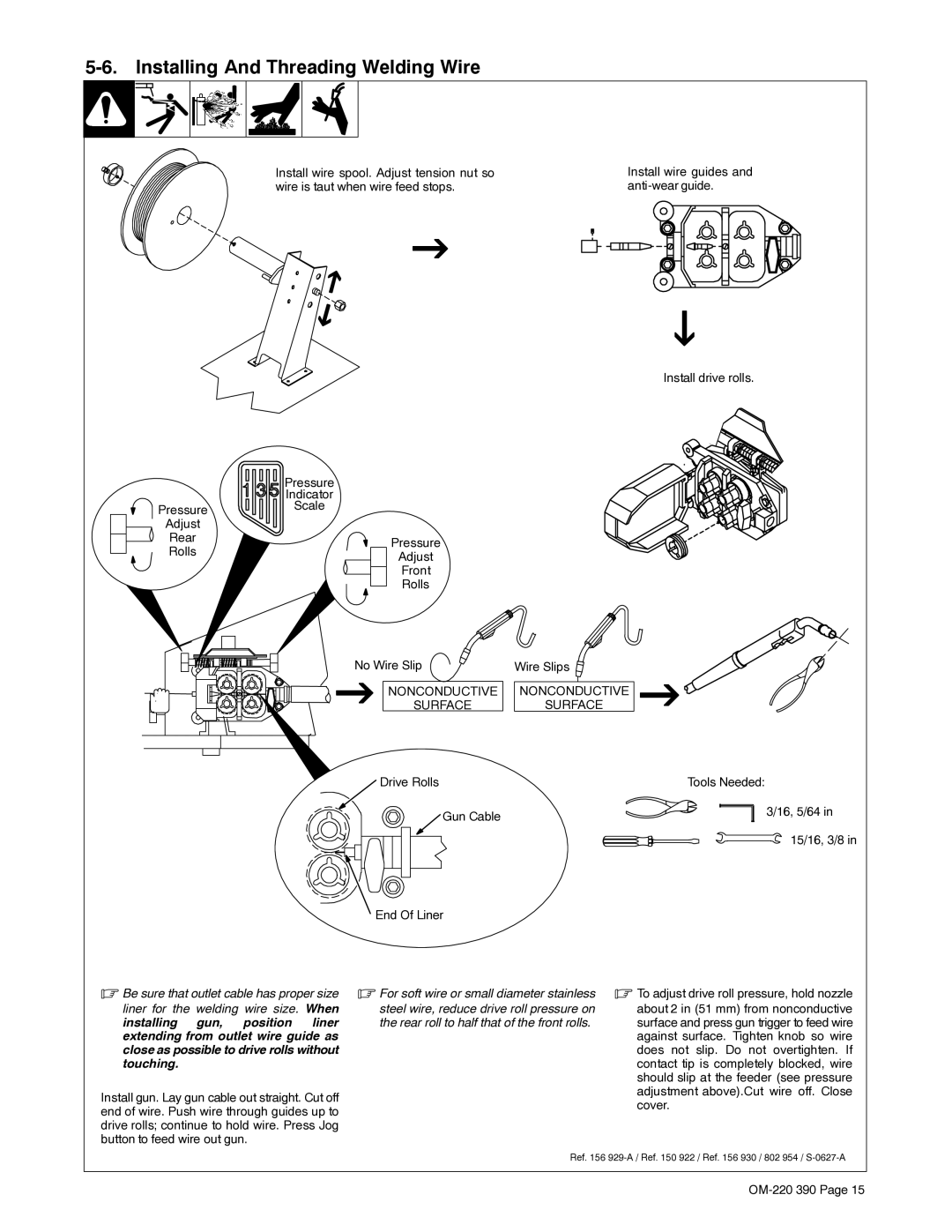
Install wire spool. Adjust tension nut so | Install wire guides and | ||||
wire is taut when wire feed stops. | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Pressure | |
| Indicator | |
Pressure | Scale | |
Adjust |
| |
Rear | Pressure | |
Rolls | ||
Adjust | ||
| ||
| Front | |
| Rolls |
No Wire Slip
NONCONDUCTIVE
SURFACE
![]() Drive Rolls
Drive Rolls
![]() Gun Cable
Gun Cable
End Of Liner
Install drive rolls.
Wire Slips
NONCONDUCTIVE
SURFACE
Tools Needed:
3/16, 5/64 in
15/16, 3/8 in
. Be sure that outlet cable has proper size | . For soft wire or small diameter stainless | . To adjust drive roll pressure, hold nozzle | ||
liner for the welding wire size. When | steel wire, reduce drive roll pressure on | about 2 in (51 mm) from nonconductive | ||
installing gun, | position | liner | the rear roll to half that of the front rolls. | surface and press gun trigger to feed wire |
extending from outlet wire guide as |
| against surface. Tighten knob so wire | ||
close as possible to drive rolls without |
| does not slip. Do not overtighten. If | ||
touching. |
|
|
| contact tip is completely blocked, wire |
|
|
|
| should slip at the feeder (see pressure |
Install gun. Lay gun cable out straight. Cut off | adjustment above).Cut wire off. Close | |
cover. | ||
end of wire. Push wire through guides up to | ||
| ||
drive rolls; continue to hold wire. Press Jog |
| |
button to feed wire out gun. |
| |
| Ref. 156 |