6-3. Jog/Purge
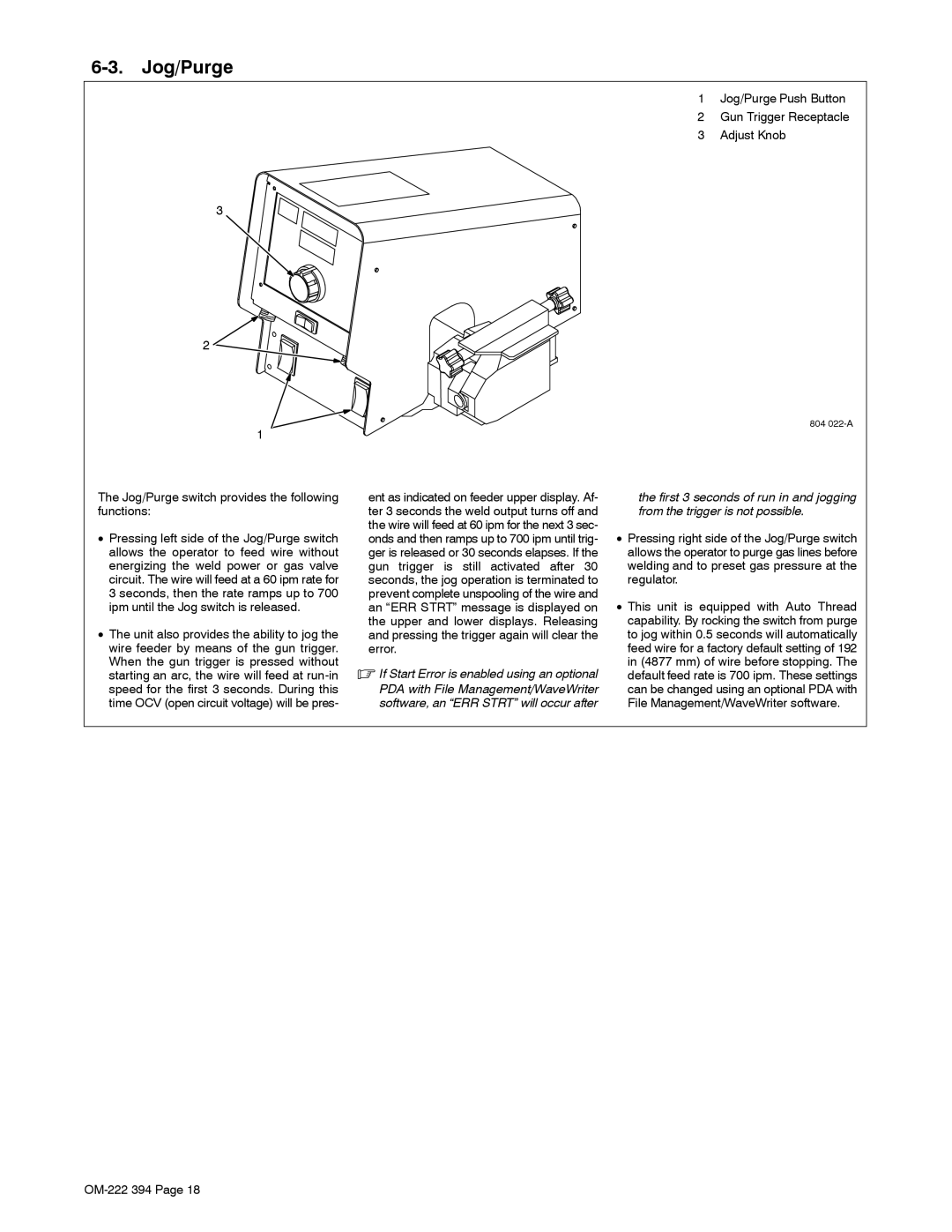
1 Jog/Purge Push Button
2 Gun Trigger Receptacle
3 Adjust Knob
3
2 ![]()
1
804
The Jog/Purge switch provides the following functions:
•Pressing left side of the Jog/Purge switch allows the operator to feed wire without energizing the weld power or gas valve circuit. The wire will feed at a 60 ipm rate for 3 seconds, then the rate ramps up to 700 ipm until the Jog switch is released.
•The unit also provides the ability to jog the wire feeder by means of the gun trigger. When the gun trigger is pressed without starting an arc, the wire will feed at
ent as indicated on feeder upper display. Af- ter 3 seconds the weld output turns off and the wire will feed at 60 ipm for the next 3 sec- onds and then ramps up to 700 ipm until trig- ger is released or 30 seconds elapses. If the gun trigger is still activated after 30 seconds, the jog operation is terminated to prevent complete unspooling of the wire and an “ERR STRT” message is displayed on the upper and lower displays. Releasing and pressing the trigger again will clear the error.
.If Start Error is enabled using an optional
PDA with File Management/WaveWriter software, an “ERR STRT” will occur after
the first 3 seconds of run in and jogging from the trigger is not possible.
•Pressing right side of the Jog/Purge switch allows the operator to purge gas lines before welding and to preset gas pressure at the regulator.
•This unit is equipped with Auto Thread capability. By rocking the switch from purge to jog within 0.5 seconds will automatically feed wire for a factory default setting of 192 in (4877 mm) of wire before stopping. The default feed rate is 700 ipm. These settings can be changed using an optional PDA with File Management/WaveWriter software.