6-7. Lower Display
5
Time
1
2
WFS | Amps | Arc Ctl |
3 4
7
6
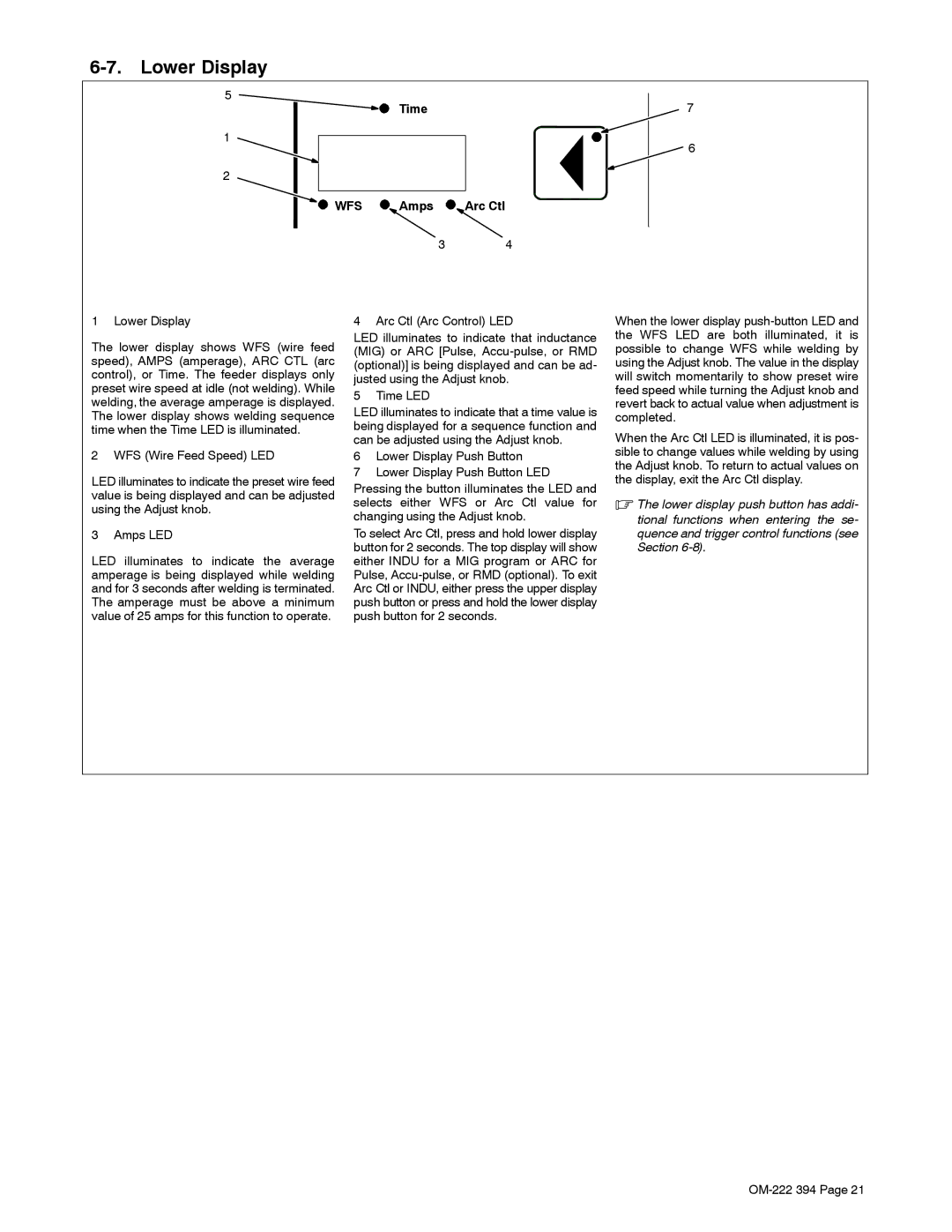
1 Lower Display
The lower display shows WFS (wire feed speed), AMPS (amperage), ARC CTL (arc control), or Time. The feeder displays only preset wire speed at idle (not welding). While welding, the average amperage is displayed. The lower display shows welding sequence time when the Time LED is illuminated.
2 WFS (Wire Feed Speed) LED
LED illuminates to indicate the preset wire feed value is being displayed and can be adjusted using the Adjust knob.
3 Amps LED
LED illuminates to indicate the average amperage is being displayed while welding and for 3 seconds after welding is terminated. The amperage must be above a minimum value of 25 amps for this function to operate.
4 Arc Ctl (Arc Control) LED
LED illuminates to indicate that inductance (MIG) or ARC [Pulse,
5 Time LED
LED illuminates to indicate that a time value is being displayed for a sequence function and can be adjusted using the Adjust knob.
6Lower Display Push Button
7Lower Display Push Button LED
Pressing the button illuminates the LED and selects either WFS or Arc Ctl value for changing using the Adjust knob.
To select Arc Ctl, press and hold lower display button for 2 seconds. The top display will show either INDU for a MIG program or ARC for Pulse,
When the lower display
When the Arc Ctl LED is illuminated, it is pos- sible to change values while welding by using the Adjust knob. To return to actual values on the display, exit the Arc Ctl display.
.The lower display push button has addi-
tional functions when entering the se- quence and trigger control functions (see Section