Instalación del cepillo de alambre
ADVERTENCIA Todas las personas en el área de trabajo deberán usar lentes de seguridad y ropa de protección o en su caso, caretas de seguridad. Lo anterior es debido a que habrá partículas del alambre y residuos del mismo que, por fatiga del material, se desprenderán del cepillo a una
fuerza considerable.
1.Desconecte la herramienta y colóquela hacia ar- riba sobre una superficie plana. Retire cualquier accesorio de la flecha.
2.Para instalar, enrrosque Cepillo de el cepillo de alambre en alambre la flecha. Presione el se- de copa guro que traba la flecha
al tiempo que aprieta el cepillo con una llave abierta de 22 mm (7/8”) ( no es equipo estándar).
3.Para desmontar el cepillo, desconecte la herramien-
ta y haga el procedimiento inverso.
ADVERTENCIA Debido a que los alambres en los cepillos están orientados hacia el operario, la guarda debe usarse para proteger al mismo cuando se
desprendan partículas de alambre.
Uso de los cepillos de alambre Los cepillos son útiles para remover óxidos, polvos, exceso de soldadura, etc. Existe una amplia variedad
de ellos para muchas apli- caciones.
Pruebe un cepillo de alam- bre para observar su bal- ance y fibras dañadas,
haciéndolo trabajar libremente por lo menos un minuto antes de iniciar el trabajo. Durante este tiempo, no permita que haya personas cerca de la herramienta. Cuando opere el cepillo, no aplique mucha presión ya que si lo hace, las cerdas se doblarán en exceso, se creará excesivo calor y se tendrá como resultado de ello, roturas prematuras de fibras o cerdas y una corta vida del cepillo. En lugar de aplicar mas presión, pruebe un cepillo que tenga una capacidad de corte mas agresiva (sea por mayor calibre del alambre, cerdas mas cortas o un tipo de cepillo diferente, por ejemplo, un cepillo anudado en lugar de uno con alambre rizado).
ADVERTENCIA Nunca exceda la velocidad máxima de operación del cepillo. No use cepillos dañados o que
funcionen inadecuadamente (que lancen partículas o estén desbalanceados, etc.) Estas condiciones aumentan el riesgo de una falla posterior mayor y una posible lesión. Descarte y reemplace inmediatamente los cepillos dañados.
Selección del disco y del grano abrasivo Utilice como referencia la tabla que a continuación se presenta para seleccionar el disco. General- mente use grano 24 o 36 para remociones fuertes de metal; granos 50, 60 o 80 para remociones me- dias y grano 120 para acabados. Empiece siempre con un grano burdo, usando posteriormente granos mas finos para obtener el acabado deseado. Vea Catalogue para una lista completa de los discos para lijado MILWAUKEE.
Discos de Oxido de aluminio
Para desbaste rápido y aplicaciones generales en la mayoría de las operaciones en metal. Ideal para acero rolado en frio, acero inoxidable o metales que requieran abrasivos de larga vida, desbaste rápido y rudo.
Discos de Sircónes de aluminio
Su diseño especial de grano permite remover rápidamente el material. Ideal para operaciones sobre pintura de autos, lanchas, etc. sin que se obstruyan.
Discos de cerámica
Ideales para aplicaciones generales en metal porque duran hasta tres veces el tiempo de los discos de óxido de aluminio.
Instalación de respaldos y discos de lija
1.Retire la batería.
2.Colóquela boca arriba sobre una superficie plana. Desmonte todos los accesorios de la flecha.
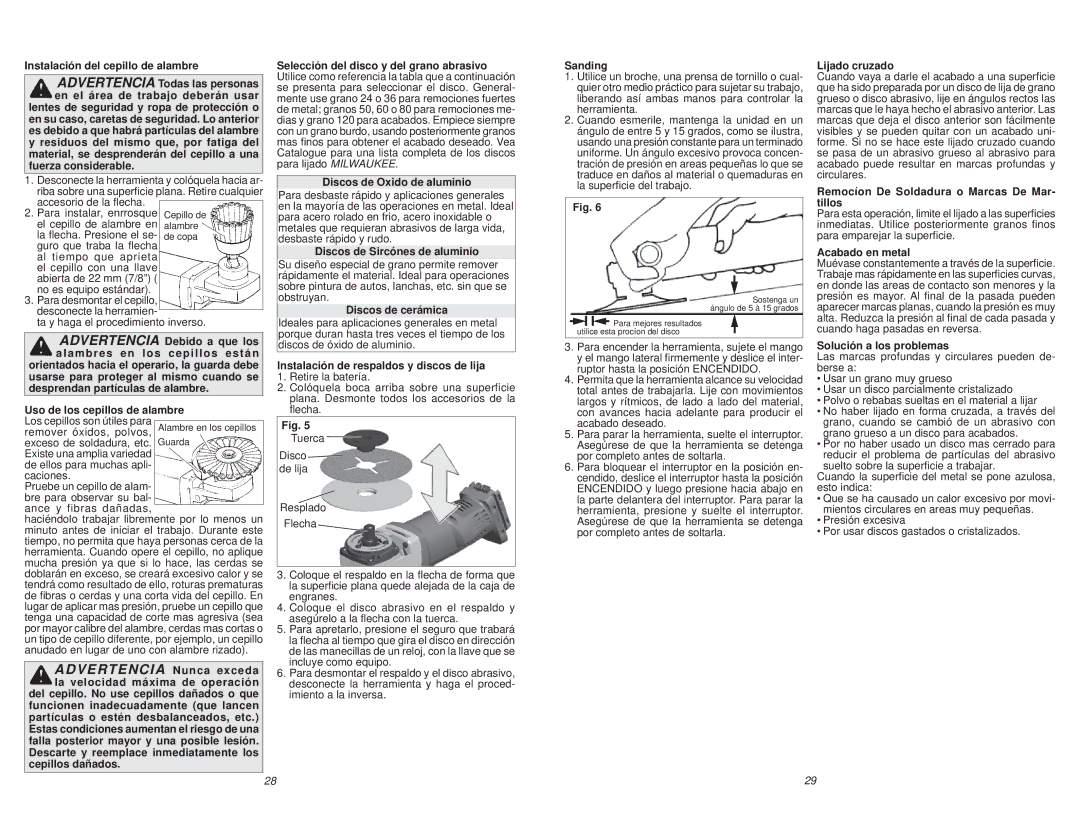
Fig. 5
Tuerca
Disco  de lija
de lija
Resplado
Flecha
3.Coloque el respaldo en la flecha de forma que la superficie plana quede alejada de la caja de engranes.
4.Coloque el disco abrasivo en el respaldo y asegúrelo a la flecha con la tuerca.
5.Para apretarlo, presione el seguro que trabará la flecha al tiempo que gira el disco en dirección de las manecillas de un reloj, con la llave que se incluye como equipo.
6.Para desmontar el respaldo y el disco abrasivo, desconecte la herramienta y haga el proced- imiento a la inversa.
Sanding
1.Utilice un broche, una prensa de tornillo o cual- quier otro medio práctico para sujetar su trabajo, liberando así ambas manos para controlar la herramienta.
2.Cuando esmerile, mantenga la unidad en un ángulo de entre 5 y 15 grados, como se ilustra, usando una presión constante para un terminado uniforme. Un ángulo excesivo provoca concen- tración de presión en areas pequeñas lo que se traduce en daños al material o quemaduras en la superficie del trabajo.
Fig. 6
Sostenga un ángulo de 5 à 15 grados
Para mejores resultados
utilice esta procíon del disco
3.Para encender la herramienta, sujete el mango y el mango lateral firmemente y deslice el inter- ruptor hasta la posición ENCENDIDO.
4.Permita que la herramienta alcance su velocidad total antes de trabajarla. Lije con movimientos largos y rítmicos, de lado a lado del material, con avances hacia adelante para producir el acabado deseado.
5.Para parar la herramienta, suelte el interruptor. Asegúrese de que la herramienta se detenga por completo antes de soltarla.
6.Para bloquear el interruptor en la posición en- cendido, deslice el interruptor hasta la posición ENCENDIDO y luego presione hacia abajo en la parte delantera del interruptor. Para parar la herramienta, presione y suelte el interruptor. Asegúrese de que la herramienta se detenga por completo antes de soltarla.
Lijado cruzado
Cuando vaya a darle el acabado a una superficie que ha sido preparada por un disco de lija de grano grueso o disco abrasivo, lije en ángulos rectos las marcas que le haya hecho el abrasivo anterior. Las marcas que deja el disco anterior son fácilmente visibles y se pueden quitar con un acabado uni- forme. Si no se hace este lijado cruzado cuando se pasa de un abrasivo grueso al abrasivo para acabado puede resultar en marcas profundas y circulares.
Remocíon De Soldadura o Marcas De Mar- tillos
Para esta operación, limite el lijado a las superficies inmediatas. Utilice posteriormente granos finos para emparejar la superficie.
Acabado en metal
Muévase constantemente a través de la superficie. Trabaje mas rápidamente en las superficies curvas, en donde las areas de contacto son menores y la presión es mayor. Al final de la pasada pueden aparecer marcas planas, cuando la presión es muy alta. Reduzca la presión al final de cada pasada y cuando haga pasadas en reversa.
Solución a los problemas
Las marcas profundas y circulares pueden de- berse a:
•Usar un grano muy grueso
•Usar un disco parcialmente cristalizado
•Polvo o rebabas sueltas en el material a lijar
•No haber lijado en forma cruzada, a través del grano, cuando se cambió de un abrasivo con grano grueso a un disco para acabados.
•Por no haber usado un disco mas cerrado para reducir el problema de partículas del abrasivo suelto sobre la superficie a trabajar.
Cuando la superficie del metal se pone azulosa, esto indica:
•Que se ha causado un calor excesivo por movi- mientos circulares en areas muy pequeñas.
•Presión excesiva
•Por usar discos gastados o cristalizados.