10.2.Précautions concernant les connexions de la tuyauterie et le
fonctionnement de la valve
•Effectuez correctement les raccordements de tubes et utilisez les valves à bon escient.
•Le tube de raccord du côté gaz est assemblé en l'usine avant l'expédition.
1Pour braser le tube de raccord avec la bride, retirez ce tube de raccord de la valve, et
2Le circuit frigorifique est enfermé dans une garniture d'étanchéité compacte adaptée à l'expédition pour éviter les fuites de gaz entre les brides. Étant donné qu'aucune opération ne peut être réalisée dans cet état,
3Au niveau du support de la garniture d'étanchéité creuse, retirez la poussière qui se trouve sur la surface de la bride et de la garniture d'étanchéité. Enduisez les deux surfaces de la garniture d'étanchéité d'huile de machine réfrigérante (huile d'ester, huile d'éther ou alkylbenzène [en petite quantité]).
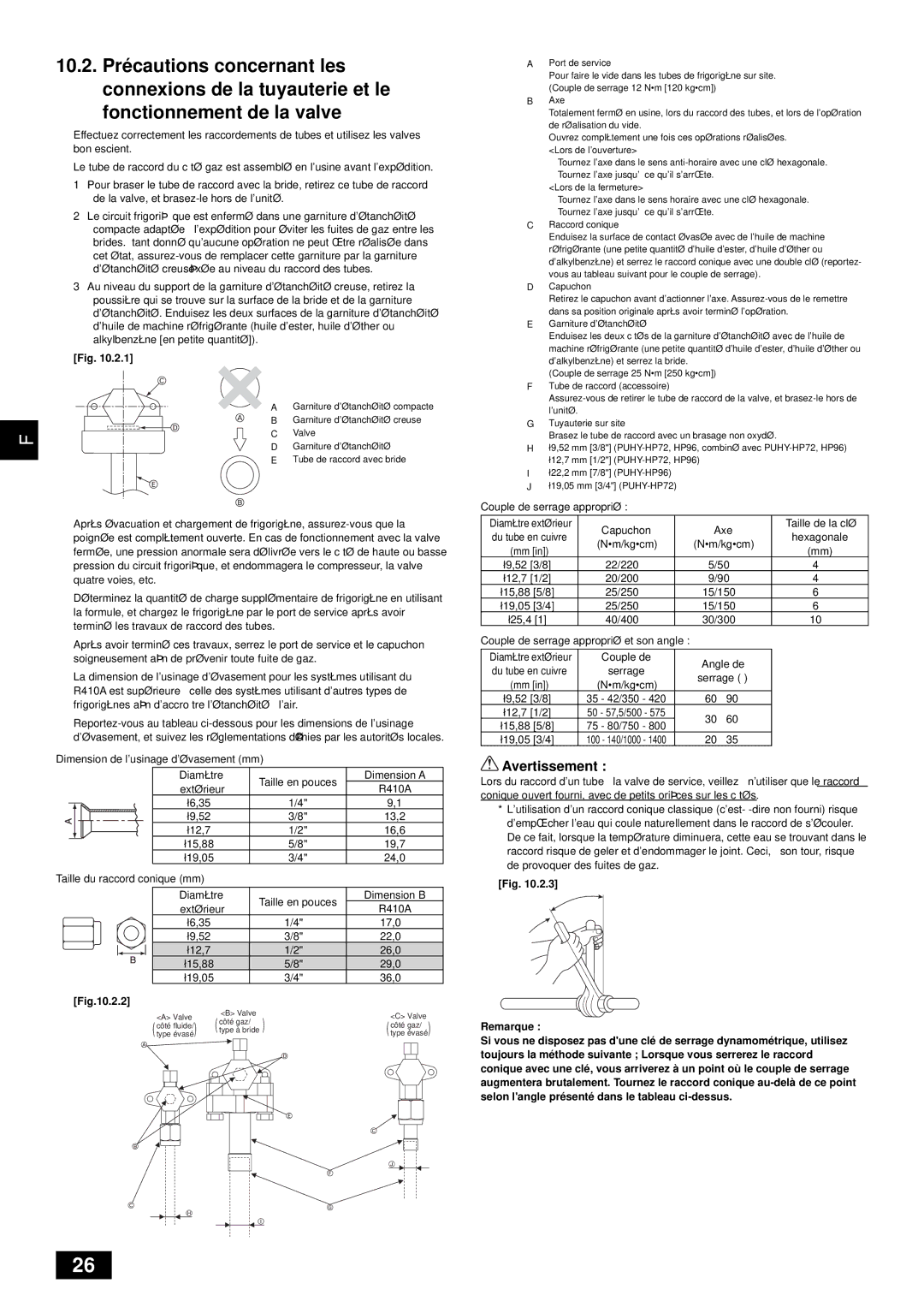
[Fig. 10.2.1]
| A | Garniture d'étanchéité compacte | |
| B | Garniture d'étanchéité creuse | |
F | C | Valve | |
D | Garniture d'étanchéité | ||
|
E Tube de raccord avec bride
•Après évacuation et chargement de frigorigène,
•Déterminez la quantité de charge supplémentaire de frigorigène en utilisant la formule, et chargez le frigorigène par le port de service après avoir terminé les travaux de raccord des tubes.
•Après avoir terminé ces travaux, serrez le port de service et le capuchon soigneusement afin de prévenir toute fuite de gaz.
•La dimension de l'usinage d'évasement pour les systèmes utilisant du R410A est supérieure à celle des systèmes utilisant d'autres types de frigorigènes afin d'accroître l'étanchéité à l'air.
•
Dimension de l'usinage d'évasement (mm)
Diamètre | Taille en pouces | Dimension A | |
extérieur | R410A | ||
| |||
ø6,35 | 1/4" | 9,1 | |
ø9,52 | 3/8" | 13,2 | |
ø12,7 | 1/2" | 16,6 | |
ø15,88 | 5/8" | 19,7 | |
ø19,05 | 3/4" | 24,0 |
Taille du raccord conique (mm)
| Diamètre | Taille en pouces | Dimension B | |
| extérieur | R410A | ||
|
| |||
| ø6,35 |
| 1/4" | 17,0 |
| ø9,52 |
| 3/8" | 22,0 |
| ø12,7 |
| 1/2" | 26,0 |
| ø15,88 | 5/8" | 29,0 | |
| ø19,05 | 3/4" | 36,0 | |
[Fig.10.2.2] |
|
|
|
|
<A> Valve | <B> Valve |
| <C> Valve | |
côté gaz/ |
| |||
(typecôté | évaséfluide/) |
| (typecôté évaségaz/ ) | |
(type à bride ) | ||||
APort de service
Pour faire le vide dans les tubes de frigorigène sur site. (Couple de serrage 12 N·m [120 kg·cm])
BAxe
Totalement fermé en usine, lors du raccord des tubes, et lors de l'opération de réalisation du vide.
Ouvrez complètement une fois ces opérations réalisées. <Lors de l'ouverture>
•Tournez l'axe dans le sens
•Tournez l'axe jusqu'à ce qu'il s'arrête.
<Lors de la fermeture>
•Tournez l'axe dans le sens horaire avec une clé hexagonale.
•Tournez l'axe jusqu'à ce qu'il s'arrête.
CRaccord conique
Enduisez la surface de contact évasée avec de l'huile de machine réfrigérante (une petite quantité d'huile d'ester, d'huile d'éther ou d'alkylbenzène) et serrez le raccord conique avec une double clé (reportez- vous au tableau suivant pour le couple de serrage).
DCapuchon
Retirez le capuchon avant d'actionner l'axe.
EGarniture d'étanchéité
Enduisez les deux côtés de la garniture d'étanchéité avec de l'huile de machine réfrigérante (une petite quantité d'huile d'ester, d'huile d'éther ou d'alkylbenzène) et serrez la bride.
(Couple de serrage 25 N·m [250 kg·cm])
FTube de raccord (accessoire)
GTuyauterie sur site
Brasez le tube de raccord avec un brasage non oxydé.
Hø9,52 mm [3/8"]
Iø22,2 mm [7/8"]
Jø19,05 mm [3/4"]
Couple de serrage approprié :
Diamètre extérieur | Capuchon | Axe | Taille de la clé | |
du tube en cuivre | hexagonale | |||
(N·m/kg·cm) | (N·m/kg·cm) | |||
(mm [in]) | (mm) | |||
|
| |||
ø9,52 [3/8] | 22/220 | 5/50 | 4 | |
ø12,7 [1/2] | 20/200 | 9/90 | 4 | |
ø15,88 [5/8] | 25/250 | 15/150 | 6 | |
ø19,05 [3/4] | 25/250 | 15/150 | 6 | |
ø25,4 [1] | 40/400 | 30/300 | 10 |
Couple de serrage approprié et son angle :
Diamètre extérieur | Couple de | Angle de | |
du tube en cuivre | serrage | ||
serrage (°) | |||
(mm [in]) | (N·m/kg·cm) | ||
| |||
ø9,52 [3/8] | 35 - 42/350 - 420 | 60 à 90 | |
ø12,7 [1/2] | 50 - 57,5/500 - 575 | 30 à 60 | |
ø15,88 [5/8] | 75 - 80/750 - 800 | ||
| |||
ø19,05 [3/4] | 100 - 140/1000 - 1400 | 20 à 35 |
 Avertissement :
Avertissement :
Lors du raccord d'un tube à la valve de service, veillez à n'utiliser que le raccord conique ouvert fourni, avec de petits orifices sur les côtés.
*L'utilisation d'un raccord conique classique
[Fig. 10.2.3]
Remarque :
Si vous ne disposez pas d'une clé de serrage dynamométrique, utilisez toujours la méthode suivante ; Lorsque vous serrerez le raccord conique avec une clé, vous arriverez à un point où le couple de serrage augmentera brutalement. Tournez le raccord conique
26