.A complete Parts List is available at www.HobartWelders.com
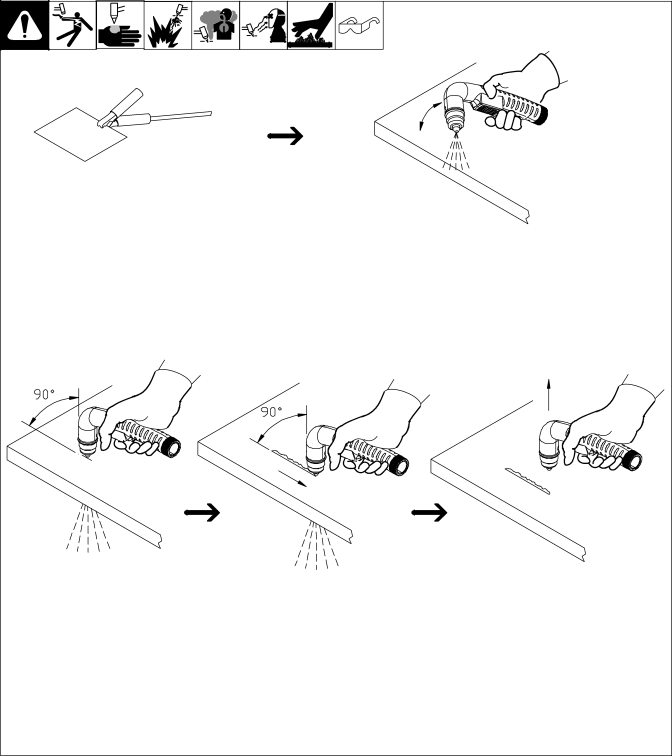
5-6. Sequence Of Piercing Operation
Y The pilot arc starts immediately when trigger is pressed.
Connect work clamp to a clean,
Hold torch at an angle to
the workpiece. Press trigger. Pilot arc starts.
Move torch to upright | Maintain torch position | Release trigger. Postflow cooling |
° | and continue cutting. | continues after releasing trigger. |
position 90 to surface. |
| . Postflow must finish before |
Start cutting when arc |
| |
pierces workpiece. |
| trigger will restart pilot arc. |
|
|
Ref. 803