Wheel Selection | Wheel Inspection |
The Model H7760 only accepts Type 1 wheels with a 1⁄2" bore.
Aluminum oxide and silicon carbide wheels are marked in a somewhat uniform manner by all major manufacturers. Understanding these mark- ings will help you understand the capabilities of various wheels. Always refer to the manufactur- er’s grinding recommendations when selecting a wheel for your project.
The basic format for wheel numbering is:
Prefix Abrasive Grit Grade Bond Type Type
Type 1 | A | 60 | L | V |
The Prefix is the manufacturer’s designation for a particular type.
The most common Abrasive Types used are A for Aluminum Oxide and C for Silicon Carbide, and occasionally SG for Seeded Gel.
The Grit Size is a number that refers to the size of the abrasive grain in the wheel. The lower the number, the coarser the wheel. Grit sizes range from 10, which is a very coarse grit used for roughing, to 220, which is usually the upper range for fine finish work.
Grade Type is an indication of the hardness of the
Bond Type refers to the type of bonding material used to hold the abrasive material. Most general purpose wheels will have a “V” indicating Vitrified Clay is used. Vitrified Clay provides high strength and good porosity. The other common bond type is “B” for resin where synthetic resins are used. These are used to grind cemented carbide and ceramic materials.
There may be other numbers inserted that have meaning for a particular type of wheel. Refer to the manufacturer’s technical data for a complete explanation.
H7760 2" x 27" Belt Sander & 6" Grinder
Before mounting a new grinding wheel, it must be inspected. DO NOT assume that a wheel is in sound condition just because it is
First, the wheel should be given a Visual Inspection. Look for any cracks, chips, nicks, or dents in the surface of the wheel. If you see any of these, DO NOT use the wheel.
Second, the wheel should be given a Ring Test. This test will give you an indication of any internal damage that may not be obvious during a visual inspection.
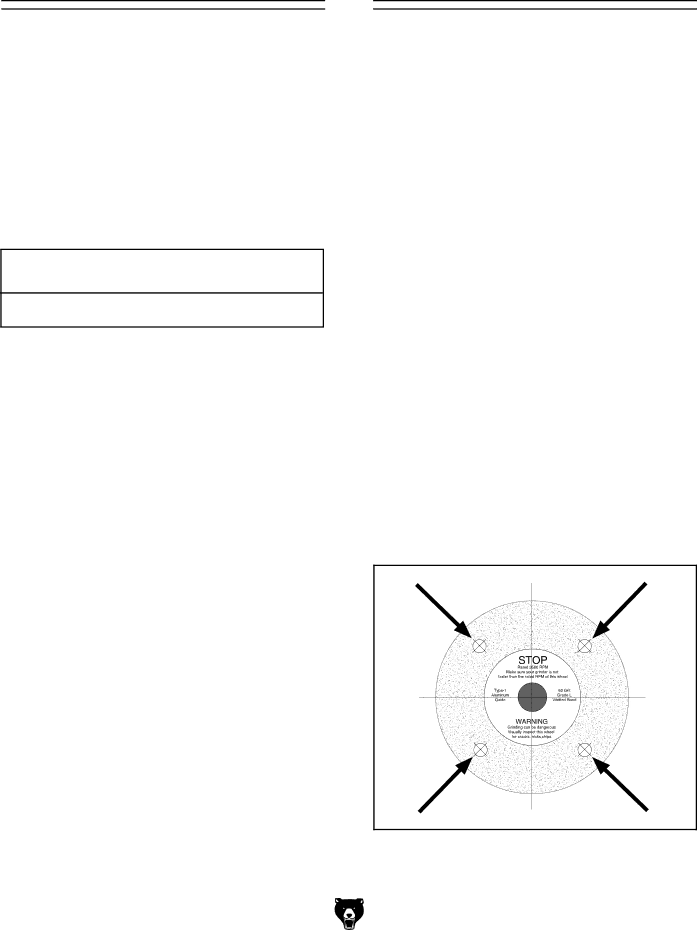
To perform a Ring Test:
1.Make sure the wheel that you test is clean and dry; otherwise, you may get false results.
2.If size permits, balance the wheel with your finger in the hole. If this is not possible, hang the wheel in the air with a piece of cord or string looped through the hole in the center.
3.At the spots shown in Figure 11, gently tap the wheel with a light