BM 1609929H54
LEVIER DE RELÂCHEMENT DU CARTER MOTEUR
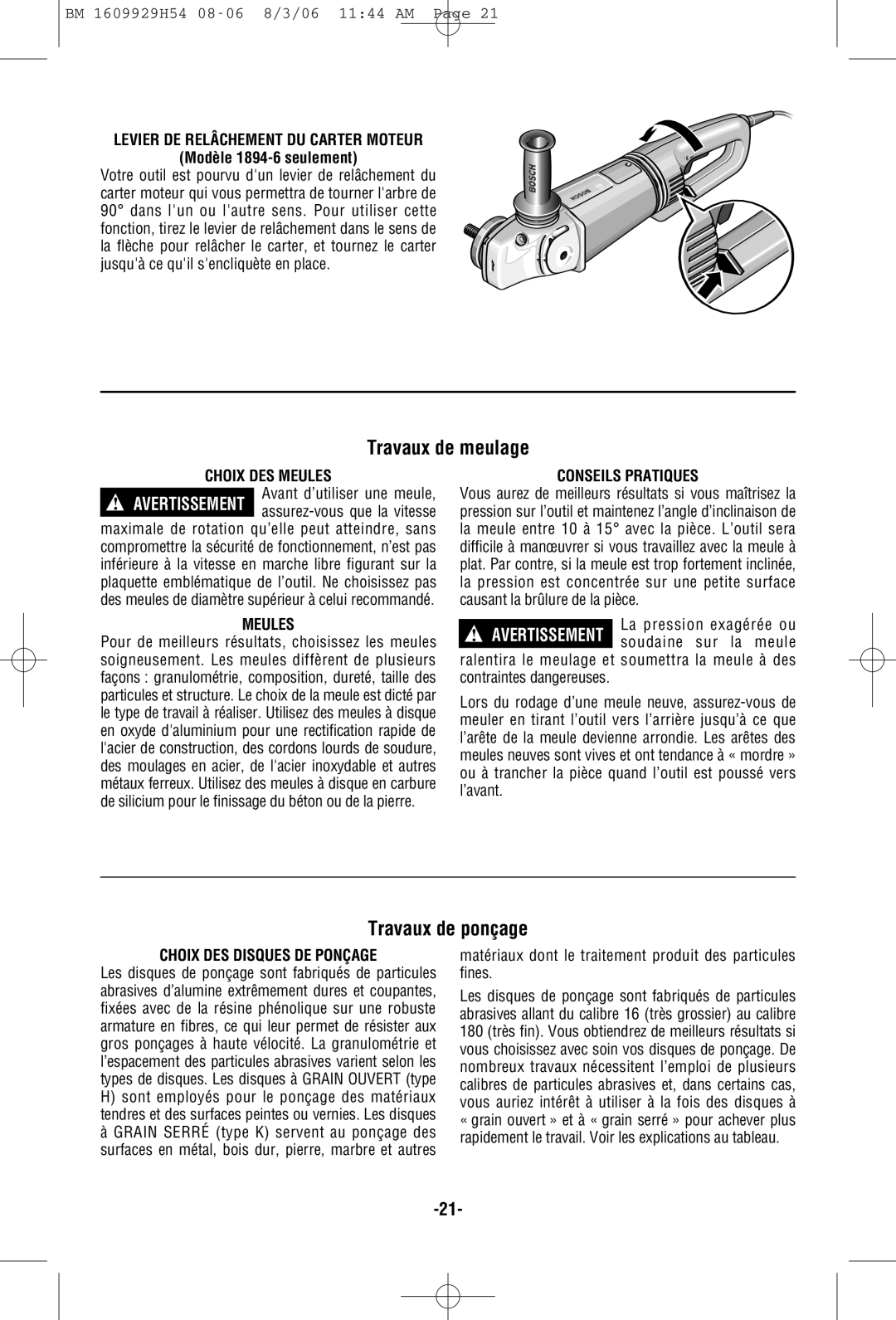
(Modèle 1894-6 seulement)
Votre outil est pourvu d'un levier de relâchement du carter moteur qui vous permettra de tourner l'arbre de 90° dans l'un ou l'autre sens. Pour utiliser cette fonction, tirez le levier de relâchement dans le sens de la flèche pour relâcher le carter, et tournez le carter jusqu'à ce qu'il s'encliquète en place.
Travaux de meulage
CHOIX DES MEULES
Avant d’utiliser une meule, ! AVERTISSEMENT
maximale de rotation qu’elle peut atteindre, sans compromettre la sécurité de fonctionnement, n’est pas inférieure à la vitesse en marche libre figurant sur la plaquette emblématique de l’outil. Ne choisissez pas des meules de diamètre supérieur à celui recommandé.
MEULES
Pour de meilleurs résultats, choisissez les meules soigneusement. Les meules diffèrent de plusieurs façons : granulométrie, composition, dureté, taille des particules et structure. Le choix de la meule est dicté par le type de travail à réaliser. Utilisez des meules à disque en oxyde d'aluminium pour une rectification rapide de l'acier de construction, des cordons lourds de soudure, des moulages en acier, de l'acier inoxydable et autres métaux ferreux. Utilisez des meules à disque en carbure de silicium pour le finissage du béton ou de la pierre.
CONSEILS PRATIQUES
Vous aurez de meilleurs résultats si vous maîtrisez la pression sur l’outil et maintenez l’angle d’inclinaison de la meule entre 10 à 15° avec la pièce. L’outil sera difficile à manœuvrer si vous travaillez avec la meule à plat. Par contre, si la meule est trop fortement inclinée, la pression est concentrée sur une petite surface causant la brûlure de la pièce.
La pression exagérée ou ! AVERTISSEMENT soudaine sur la meule
ralentira le meulage et soumettra la meule à des contraintes dangereuses.
Lors du rodage d’une meule neuve,
Travaux de ponçage
CHOIX DES DISQUES DE PONÇAGE
Les disques de ponçage sont fabriqués de particules abrasives d’alumine extrêmement dures et coupantes, fixées avec de la résine phénolique sur une robuste armature en fibres, ce qui leur permet de résister aux gros ponçages à haute vélocité. La granulométrie et l’espacement des particules abrasives varient selon les types de disques. Les disques à GRAIN OUVERT (type
H)sont employés pour le ponçage des matériaux tendres et des surfaces peintes ou vernies. Les disques à GRAIN SERRÉ (type K) servent au ponçage des surfaces en métal, bois dur, pierre, marbre et autres
matériaux dont le traitement produit des particules fines.
Les disques de ponçage sont fabriqués de particules abrasives allant du calibre 16 (très grossier) au calibre 180 (très fin). Vous obtiendrez de meilleurs résultats si vous choisissez avec soin vos disques de ponçage. De nombreux travaux nécessitent l’emploi de plusieurs calibres de particules abrasives et, dans certains cas, vous auriez intérêt à utiliser à la fois des disques à
«grain ouvert » et à « grain serré » pour achever plus rapidement le travail. Voir les explications au tableau.