WG3020
Welding Helmet Assembly
MODEL WT1000
1.Remove the lens retainer from the face shield with a regular screwdriver by prying against the shield and post of the lens retainer.
2.Remove the protective film covering from both sides of each lens cover. Put one clear lens cover on each side of the shaded lens. Place these three lenses together into the face shield and secure with the lens retainer. The lens retainer should snap into the second notch in the face shield.
3.Position one of the holes in the adjustment arm over the pins which are located in the ear area of the face shield. These adjustment arms control the closeness of fit and can be easily repositioned if necessary.
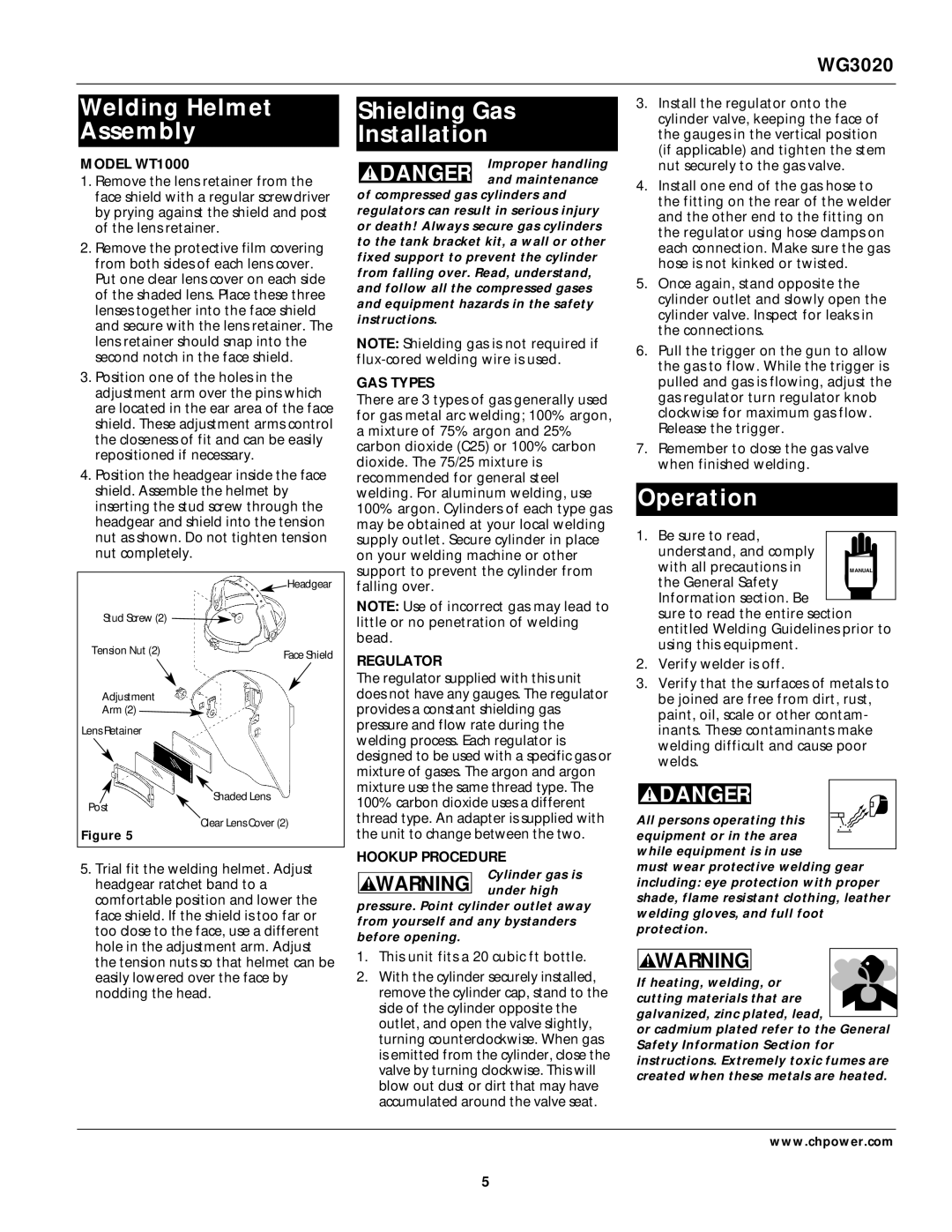
4.Position the headgear inside the face shield. Assemble the helmet by inserting the stud screw through the headgear and shield into the tension nut as shown. Do not tighten tension nut completely.
![]() Headgear
Headgear
Stud Screw (2) ![]()
Tension Nut (2) | Face Shield |
|
Adjustment
Arm (2) ![]()
Lens Retainer
Shaded Lens
Post
Clear Lens Cover (2)
Figure 5
5.Trial fit the welding helmet. Adjust headgear ratchet band to a comfortable position and lower the face shield. If the shield is too far or too close to the face, use a different hole in the adjustment arm. Adjust the tension nuts so that helmet can be easily lowered over the face by nodding the head.
Shielding Gas
Installation
Improper handling and maintenance
of compressed gas cylinders and regulators can result in serious injury or death! Always secure gas cylinders to the tank bracket kit, a wall or other fixed support to prevent the cylinder from falling over. Read, understand, and follow all the compressed gases and equipment hazards in the safety instructions.
NOTE: Shielding gas is not required if
GAS TYPES
There are 3 types of gas generally used for gas metal arc welding; 100% argon, a mixture of 75% argon and 25% carbon dioxide (C25) or 100% carbon dioxide. The 75/25 mixture is recommended for general steel welding. For aluminum welding, use 100% argon. Cylinders of each type gas may be obtained at your local welding supply outlet. Secure cylinder in place on your welding machine or other support to prevent the cylinder from falling over.
NOTE: Use of incorrect gas may lead to little or no penetration of welding bead.
REGULATOR
The regulator supplied with this unit does not have any gauges. The regulator provides a constant shielding gas pressure and flow rate during the welding process. Each regulator is designed to be used with a specific gas or mixture of gases. The argon and argon mixture use the same thread type. The 100% carbon dioxide uses a different thread type. An adapter is supplied with the unit to change between the two.
HOOKUP PROCEDURE
Cylinder gas is under high
pressure. Point cylinder outlet away from yourself and any bystanders before opening.
1. This unit fits a 20 cubic ft bottle.
2. With the cylinder securely installed, remove the cylinder cap, stand to the side of the cylinder opposite the outlet, and open the valve slightly, turning counterclockwise. When gas is emitted from the cylinder, close the valve by turning clockwise. This will blow out dust or dirt that may have accumulated around the valve seat.
3.Install the regulator onto the cylinder valve, keeping the face of the gauges in the vertical position (if applicable) and tighten the stem nut securely to the gas valve.
4.Install one end of the gas hose to the fitting on the rear of the welder and the other end to the fitting on the regulator using hose clamps on each connection. Make sure the gas hose is not kinked or twisted.
5.Once again, stand opposite the cylinder outlet and slowly open the cylinder valve. Inspect for leaks in the connections.
6.Pull the trigger on the gun to allow the gas to flow. While the trigger is pulled and gas is flowing, adjust the gas regulator turn regulator knob clockwise for maximum gas flow. Release the trigger.
7.Remember to close the gas valve when finished welding.
Operation
1. Be sure to read, |
|
|
|
understand, and comply |
|
|
|
with all precautions in |
| MANUAL |
|
the General Safety |
|
|
|
Information section. Be |
|
|
|
|
|
|
sure to read the entire section entitled Welding Guidelines prior to using this equipment.
2.Verify welder is off.
3.Verify that the surfaces of metals to be joined are free from dirt, rust, paint, oil, scale or other contam- inants. These contaminants make welding difficult and cause poor welds.
! DANGER
All persons operating this equipment or in the area
while equipment is in use
must wear protective welding gear including: eye protection with proper shade, flame resistant clothing, leather welding gloves, and full foot protection.
! WARNING
If heating, welding, or cutting materials that are galvanized, zinc plated, lead,
or cadmium plated refer to the General Safety Information Section for instructions. Extremely toxic fumes are created when these metals are heated.
www.chpower.com
5