For Information About This Product, Call
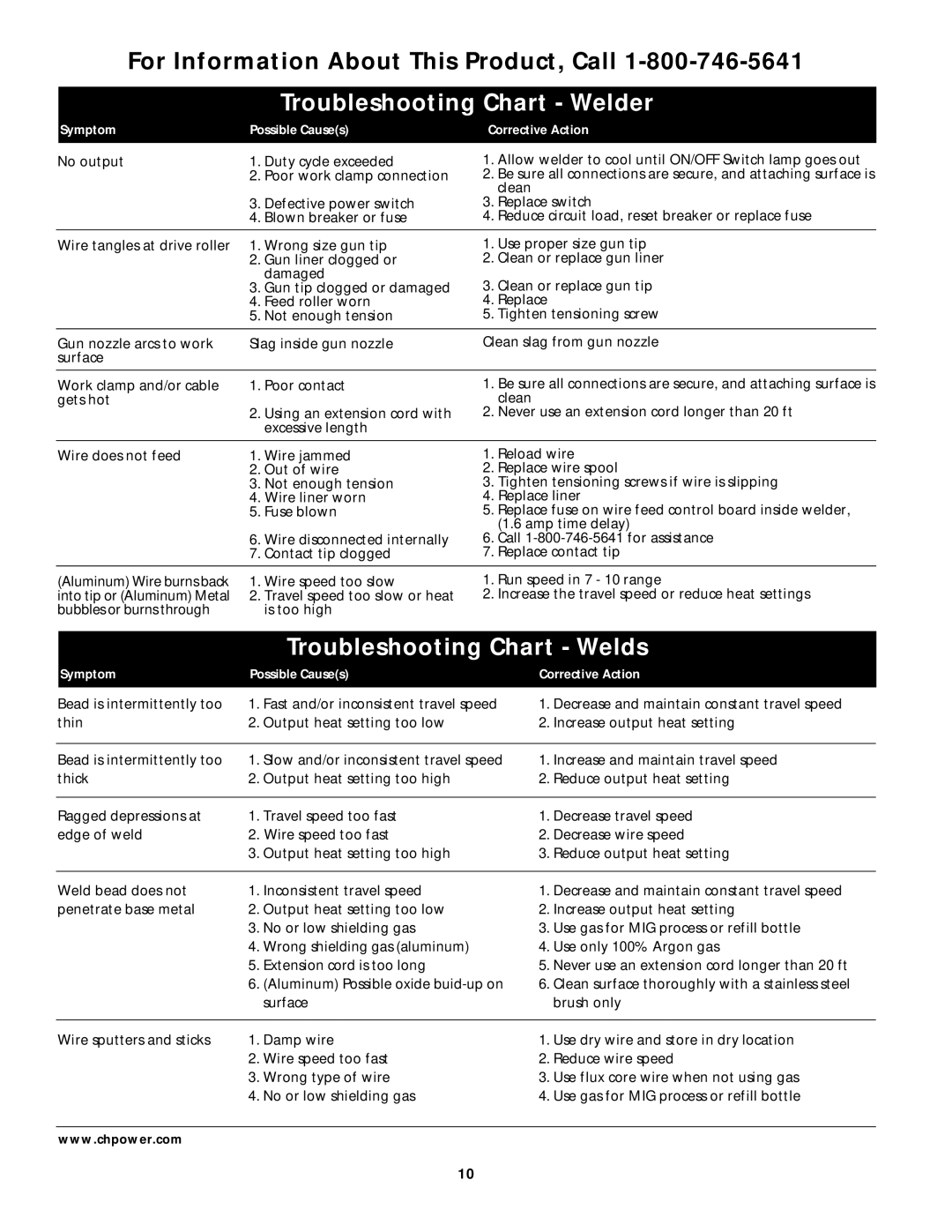
Troubleshooting Chart - Welder
Symptom | Possible Cause(s) | Corrective Action |
No output | 1. Duty cycle exceeded | 1. Allow welder to cool until ON/OFF Switch lamp goes out |
| 2. Poor work clamp connection | 2. Be sure all connections are secure, and attaching surface is |
|
| clean |
| 3. Defective power switch | 3. Replace switch |
| 4. Blown breaker or fuse | 4. Reduce circuit load, reset breaker or replace fuse |
|
|
|
Wire tangles at drive roller | 1. Wrong size gun tip | 1. Use proper size gun tip |
| 2. Gun liner clogged or | 2. Clean or replace gun liner |
| damaged | 3. Clean or replace gun tip |
| 3. Gun tip clogged or damaged | |
| 4. Feed roller worn | 4. Replace |
| 5. Not enough tension | 5. Tighten tensioning screw |
|
|
|
Gun nozzle arcs to work | Slag inside gun nozzle | Clean slag from gun nozzle |
surface |
|
|
|
|
|
Work clamp and/or cable | 1. Poor contact | 1. Be sure all connections are secure, and attaching surface is |
gets hot |
| clean |
| 2. Using an extension cord with | 2. Never use an extension cord longer than 20 ft |
| excessive length |
|
|
|
|
Wire does not feed | 1. Wire jammed | 1. Reload wire |
| 2. Out of wire | 2. Replace wire spool |
| 3. Not enough tension | 3. Tighten tensioning screws if wire is slipping |
| 4. Wire liner worn | 4. Replace liner |
| 5. Fuse blown | 5. Replace fuse on wire feed control board inside welder, |
|
| (1.6 amp time delay) |
| 6. Wire disconnected internally | 6. Call |
| 7. Contact tip clogged | 7. Replace contact tip |
|
|
|
(Aluminum) Wire burns back | 1. Wire speed too slow | 1. Run speed in 7 - 10 range |
into tip or (Aluminum) Metal | 2. Travel speed too slow or heat | 2. Increase the travel speed or reduce heat settings |
bubbles or burns through | is too high |
|
Troubleshooting Chart - Welds
Symptom | Possible Cause(s) | Corrective Action |
Bead is intermittently too | 1. Fast and/or inconsistent travel speed | 1. Decrease and maintain constant travel speed |
thin | 2. Output heat setting too low | 2. Increase output heat setting |
|
|
|
Bead is intermittently too | 1. Slow and/or inconsistent travel speed | 1. Increase and maintain travel speed |
thick | 2. Output heat setting too high | 2. Reduce output heat setting |
|
|
|
Ragged depressions at | 1. Travel speed too fast | 1. Decrease travel speed |
edge of weld | 2. Wire speed too fast | 2. Decrease wire speed |
| 3. Output heat setting too high | 3. Reduce output heat setting |
|
|
|
Weld bead does not | 1. Inconsistent travel speed | 1. Decrease and maintain constant travel speed |
penetrate base metal | 2. Output heat setting too low | 2. Increase output heat setting |
| 3. No or low shielding gas | 3. Use gas for MIG process or refill bottle |
| 4. Wrong shielding gas (aluminum) | 4. Use only 100% Argon gas |
| 5. Extension cord is too long | 5. Never use an extension cord longer than 20 ft |
| 6. (Aluminum) Possible oxide | 6. Clean surface thoroughly with a stainless steel |
| surface | brush only |
|
|
|
Wire sputters and sticks | 1. Damp wire | 1. Use dry wire and store in dry location |
| 2. Wire speed too fast | 2. Reduce wire speed |
| 3. Wrong type of wire | 3. Use flux core wire when not using gas |
| 4. No or low shielding gas | 4. Use gas for MIG process or refill bottle |
|
|
|
www.chpower.com |
|
|
10