Soudeur À L’Arc Au Métal Enrobé
Directives De Soudage (Suite)
Directives De Soudage (Suite)
Modèle WS0970
Égal au diamétre de l’électrode |
Figure 7 - Méthode d’égratignure |
REMARQUE: Si l’électrode se colle à l’objet de travail, la dégager en tortillant rapidement ou en pliant et levant à l’endroit du
TYPE ET TAILLE D’ÉLECTRODE
Deux types d’électrodes sont recommandées pour l’usage avec ce soudeur. Les électrodes sont désignées comme suit par l’AWS (American Welding Society):
1. E-6013 TOUS USAGES
•Pour toutes positions, dépôt lisse et peu d’éclaboussures
•Pour tous types d’acier doux et pour les travaux généraux.
2. E-7014 REMPLISSAGE RAPIDE
•Cordon de soudure lisse et dépôt rapide
•Idéal là où les joints ne se rencontrent pas parfaitement et pour les réparations générales.
REMARQUE:
Généralités De Soudage à L’Arc
Il y a quatre techniques de base qui agissent sur la qualité de soudure: réglage de l’ampérage, angle de soudure, longueur de l’arc et la vitesse de déplacement. De bonnes techniques sont nécessaires pour des soudures de bonne qualité.
RÉGLAGE D’AMPÉRAGE
L’ampérage correcte implique l’ajustement du soudeur au réglage en ampères requis. Pour ce faire choisir le réglage approprié (bas ou élevé). L’ampérage dépend sur la taille (diamètre) de l’électrode utilisé et l’épaisseur de l’objet de travail.
Des courants excessifs brûlent les métaux légers et le boudin de soudure est plat et poreux (voir la figure 9). Le boudin semble haut et irrégulier si le courant est trop faible.
ANGLE DE SOUDURE
L’angle de soudure est l’angle de l’électrode pendant le soudage. L’utilisation de l’angle correct assure la pénétration et la formation du cordon de soudure exigé. L’angle de l’électrode comprend deux positions - l’angle de déplacement et l’angle de travail. (Voir Figure 8).
5o - 45o
Angle De Déplacement
Figure 8 -
Angle De
Soudure
Angle De Travail
L’angle de déplacement est l’angle situé dans la ligne de la soudure et peut varier entre 5º à 45º du vertical selon les conditions de soudage.
L’angle de travail est l’angle du horizontal, mesuré aux angles droits à la ligne de soudage.
Un angle de travail de 45º et un angle de déplacement de 45º sont suffisant pour la plupart des applications. Pour les usages spécifiques, consulter un manuel d’enseignement de soudage.
REMARQUE: Les soudeurs droitiers devraient souder de la gauche à la droite. Les soudeurs gauchers devraient souder de la droite à la gauche. L’électrode devrait toujours être dirigée vers la flaque de la soudure comme indiqué.
LONGUEUR DE L’ARC
La longueur de l’arc est la distance de l’objet de travail jusqu’au bout de l’électrode; la distance de voyage de l’arc. Une longueur d’arc correcte est nécessaire pour la production de chaleur exigée pour le soudage (Voir Figure 9). Un arc qui est trop long produit un arc instable, réduit la pénétration, augmente l’éclaboussage, et produit des cordons de soudure plats et larges. Un arc trop court ne produit pas assez de chaleur pour
PASSES DE SOUDAGE
Quelque fois il est nécessaire d’utiliser plus dune passe pour remplir le joint. La première passe est la passe de base, suivie par la passe de remplissage et la passe de finition (Voir Figure 10). Si les morceaux sont épais, il peut être nécessaire de bisauter les bords qui sont joints à un angle de 60º. Se rappeler d'enlever les scories entre chaque passe.
Finition
Remplissage
Base
Figure 10 - Passes De Soudage
REMARQUE: La largeur du | W | |
cordon de soudure (W) devrait | Objet De Travail | |
être environ deux fois le | ||
| ||
diamètre de la baguette de |
| |
l’électrode utilisé |
|
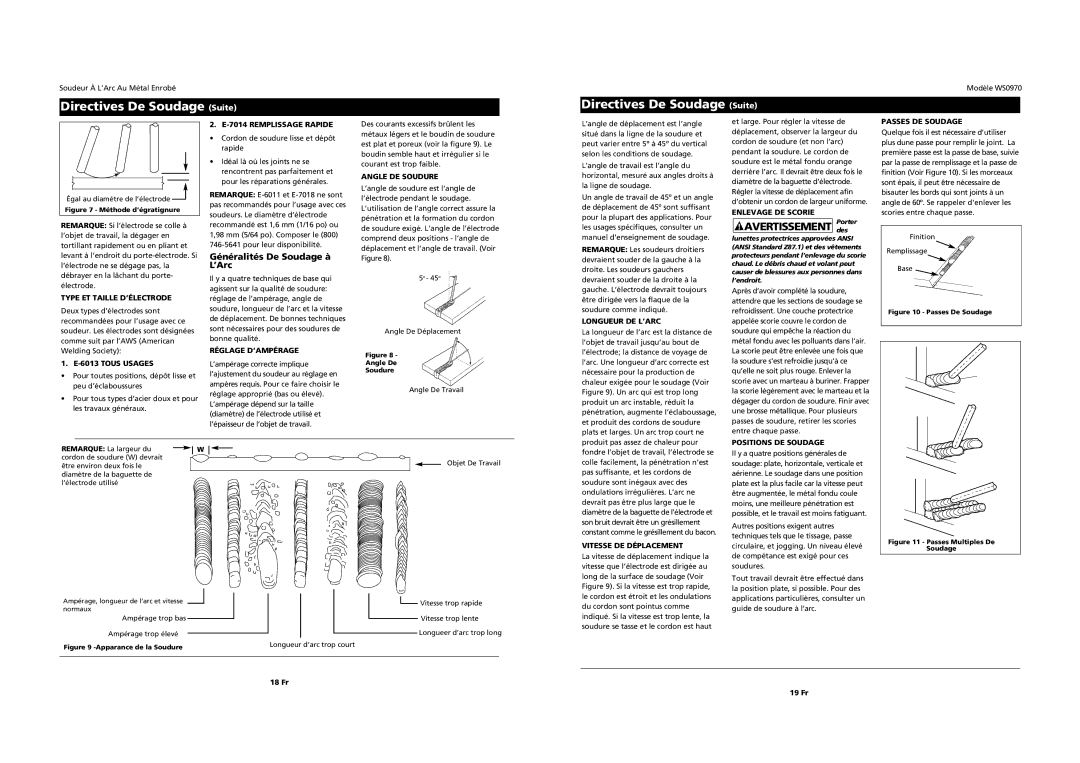
Ampérage, longueur de l’arc et vitesse |
|
|
|
|
|
|
|
|
|
| Vitesse trop rapide | |
|
|
|
|
|
|
|
|
|
| |||
normaux |
|
|
|
|
|
|
|
|
|
| ||
Ampérage trop bas |
|
|
|
|
|
|
|
|
|
| Vitesse trop lente | |
|
|
|
|
|
|
|
|
|
| |||
Ampérage trop élevé |
|
|
|
|
|
|
|
|
| Longueer d’arc trop long | ||
Figure 9 |
|
| Longueur d’arc trop court | |||||||||
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
18 Fr
fondre l’objet de travail, l’électrode se colle facilement, la pénétration n’est pas suffisante, et les cordons de soudure sont inégaux avec des ondulations irrégulières. L’arc ne devrait pas être plus large que le diamètre de la baguette de l’électrode et son bruit devrait être un grésillement constant comme le grésillement du bacon.
VITESSE DE DÉPLACEMENT
La vitesse de déplacement indique la vitesse que l’électrode est dirigée au long de la surface de soudage (Voir Figure 9). Si la vitesse est trop rapide, le cordon est étroit et les ondulations du cordon sont pointus comme indiqué. Si la vitesse est trop lente, la soudure se tasse et le cordon est haut