Shielded Metal Arc Welder
Modelo WS0970
For Information About This Product, Call
Troubleshooting Chart - Welder
Symptom | Possible Cause(s) | Corrective Action | ||
Welder does not hum when | 1. | No power at receptacle | 1. | Check circuit fuse or circuit breaker |
turned on | 2. Broken or damaged power | 2. Power cable requires service | ||
|
| cable |
|
|
|
|
| ||
Welder hums but does not | 1. Inadequate current at electrode | 1. Check work clamp, cable and connection to work piece. | ||
weld |
|
|
| Check electrode cable and clamp |
| 2. | Poor connections at welder | 2. | Check all welder external connections |
|
|
|
|
|
Welder gives trickle shocks | 1. | Accidental contact with work | 1. | Avoid contact with work piece |
|
| piece |
|
|
| 2. Current leakage caused by | 2. Make sure clothing and work area are dry | ||
|
| moist clothing or work area |
|
|
|
|
|
|
|
Welder overheats - blows | 1. | Use of extension cord | 1. | If possible, relocate welder to avoid use of extension cord. If |
fuses, trips circuit breaker |
|
|
| relocation of welder is not possible, use thicker (lower gauge |
|
|
|
| number) extension cord |
| 2. | Electrode diameter too large | 2. | Use smaller diameter electrode |
Funcionamiento
(Continuación)
CICLO DE TRABAJO / PROTECCION TERMICA
El ciclo de trabajo de la soldadora es el porcentaje de tiempo que se está soldando durante un intervalo de 10 minutos. Por ejemplo, con un ciclo de trabajo de 10%, podrá soldar por un minuto y después la soldadora deberá enfriarse por nueve minutos.
Las piezas internas de esta soldadora tiene un protector térmico automático para evitar que se sobrecalienten. Si se excede el ciclo de trabajo se enciende una luz amarilla en el panel frontal. Podrá continuar soldando cuando la luz amarilla se apague.
Mantenimiento
Desco-
! ADVERTENCIA necte y
apague la soldadora antes de inspeccionar o darle servicio a cualquier componente.
Antes de cada uso:
1.Chequée los cables y repare o reemplace inmediatamente cualquier cable cuyo forro aislante esté dañado.
2.Chequée el cordón eléctrico y repárelo o reemplácelo inmediatamente si está dañado.
3.Chequée el forro aislante del portaelectrodo y reemplace de inmediato las piezas que estén rotas. Cerciórese de que todas los
tornillos y tuercas estén bien apretados y aislados.
!ADVERTENCIA Nuncause
esta soldadora si los forros aislantes de alguno de los cables o del portaelectrodos están dañados o no están colocados.
Cada 3 meses:
Reemplace cualquier etiqueta que esté ilegible. Use aire comprimido para limpiar las aperturas de ventilación.
| 3. Overloaded circuit | 3. Welder requires a dedicated 115V circuit | ||
|
|
|
|
|
Arc difficult to strike | 1. | Wrong type of electrode | 1. | Verify that electrode is for alternating current (AC) use |
| 2. | Electrode diameter too large | 2. | Use smaller diameter electrode |
| 3. | Work piece not properly | 3. | Verify proper grounding. (No paint, varnish or corrosion) |
|
| grounded |
|
|
| 4. | Heavy loads making power line | 4. | Run welder on dedicated 115V circuit |
|
| voltage low |
|
|
Troubleshooting Chart - Welds
Symptom | Possible Cause(s) | Corrective Action | ||
Bead is intermittently too | 1. | Inconsistent travel speed | 1. | Carefully watch and control the width of the molten weld |
thin or too thick |
|
|
| bead |
| 2. | Output amp setting incorrect | 2. | Adjust output amp setting or change to smaller diameter |
|
|
|
| electrode |
|
|
| ||
Ragged depressions at edge | 1. Travel speed too fast | 1. Watch orange molten weld puddle and control bead width | ||
of weld | 2. | Arc length too short | 2. | Practice running electrode across workpiece with welder |
|
|
|
| OFF |
| 3. Output amp setting too high | 3. Reduce output amp setting | ||
|
|
|
|
|
Weld bead does not | 1. | Inconsistent travel speed | 1. | Decrease and maintain constant travel speed |
penetrate workpiece | 2. | Output amp setting too low | 2. | Increase output amp setting or change to smaller diameter |
|
|
|
| electrode |
| 3. | Electrode diameter too large | 3. | Recommend either 1/16” or 5/64” diameter electrodes |
|
|
|
|
|
Electrode sticks to work | 1. | Arc length short | 1. | Lift electrode to correct arc length as soon as arc is struck |
piece | 2. | Amp setting low | 2. | Increase amp setting or change to smaller diameter |
|
|
|
| electrode |
|
|
| ||
Electrodes sputter and stick | Damp electrodes | Use dry electrodes and store in dry location | ||
www.chpower.com
Instrucciones para Soldar
Instruciones Generales
Esta máquina soldadora utiliza un proceso conocido como Soldar con arcos protegidos (Shielded
Los electrodos usados en este proceso tienen dos partes. El interior es una varilla de un metal similar a la pieza que se va a soldar. La capa externa se llama fundente. Hay varios tipos de fundentes. Cada fundente se usa para un tipo de soldadura en particular. Cuando el metal se derrite se puede contaminar con las impurezas del aire. Esta contaminación podría debilitar la soldadura. La capa de fundente crea una barrera de protección o escoria que protege el metal derrretido contra los contaminantes.
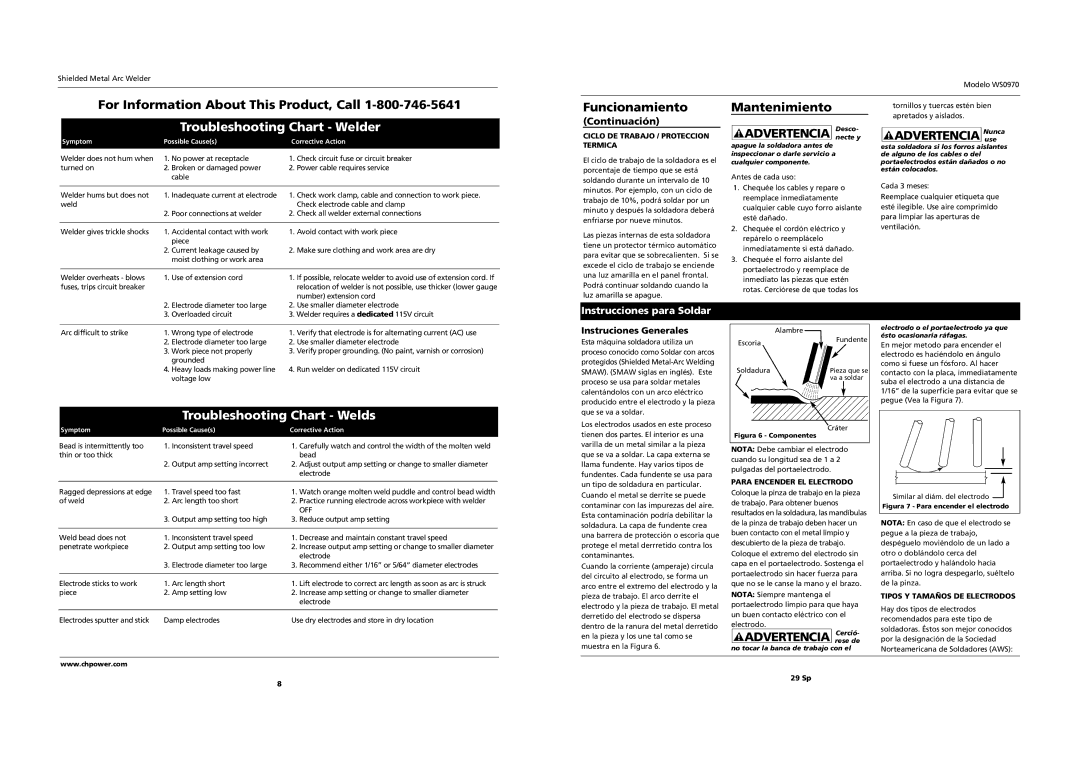
Cuando la corriente (amperaje) circula del circuito al electrodo, se forma un arco entre el extremo del electrodo y la pieza de trabajo. El arco derrite el electrodo y la pieza de trabajo. El metal derretido del electrodo se dispersa dentro de la ranura del metal derretido en la pieza y los une tal como se muestra en la Figura 6.
Alambre |
|
Escoria | Fundente |
| |
Soldadura | Pieza que se |
| va a soldar |
Figura 6 - Componentes | Cráter |
|
NOTA: Debe cambiar el electrodo cuando su longitud sea de 1 a 2 pulgadas del portaelectrodo.
PARA ENCENDER EL ELECTRODO
Coloque la pinza de trabajo en la pieza de trabajo. Para obtener buenos resultados en la soldadura, las mandíbulas de la pinza de trabajo deben hacer un buen contacto con el metal limpio y descubierto de la pieza de trabajo. Coloque el extremo del electrodo sin capa en el portaelectrodo. Sostenga el portaelectrodo sin hacer fuerza para que no se le canse la mano y el brazo. NOTA: Siempre mantenga el portaelectrodo limpio para que haya un buen contacto eléctrico con el electrodo.
! ADVERTENCIA Cerció-
rese de
no tocar la banca de trabajo con el
electrodo o el portaelectrodo ya que ésto ocasionaría ráfagas.
En mejor metodo para encender el electrodo es haciéndolo en ángulo como si fuese un fósforo. Al hacer contacto con la placa, immediatamente suba el electrodo a una distancia de 1/16” de la superficie para evitar que se pegue (Vea la Figura 7).
Similar al diám. del electrodo |
Figura 7 - Para encender el electrodo |
NOTA: En caso de que el electrodo se pegue a la pieza de trabajo, despéguelo moviéndolo de un lado a otro o doblándolo cerca del portaelectrodo y halándolo hacia arriba. Si no logra despegarlo, suéltelo de la pinza.
TIPOS Y TAMAÑOS DE ELECTRODOS
Hay dos tipos de electrodos recomendados para este tipo de soldadoras. Éstos son mejor conocidos por la designación de la Sociedad Norteamericana de Soldadores (AWS):
29 Sp
8