2.Remove the workpiece from between the rollers, then raise the lower roller slightly by rotating each thickness adjust knob approxi- mately 1⁄4 turn. Also, make sure the rear roller is lowered completely and will not interfere with the workpiece as it exits the machine (Figure 15).
8L
Approximately
1⁄4 Turn.
Figure 15. Raising lower roller 1⁄4 turn.
3.With the help of an assistant, feed the workpiece into the rollers while turning the crank (Figure 16).
Figure 16. Flat rolling the workpiece.
4.Continue processing the workpiece by repeat- ing Steps 2 and 3 until the desired results are produced.
G5771 50" Slip Roll 16 Gauge
Creating Bends
The Model G5771 can easily create constant- radius bends in sheet metal up to 16 gauge.
Note: The method for creating a specific radius is
a
The main rollers of this machine present a pinch- ing hazard. Make sure no body part or clothing is near the area between the rollers. Failure to follow this warning may result in fin- gers, hair, or clothing being pulled into the machine, causing personal injury.
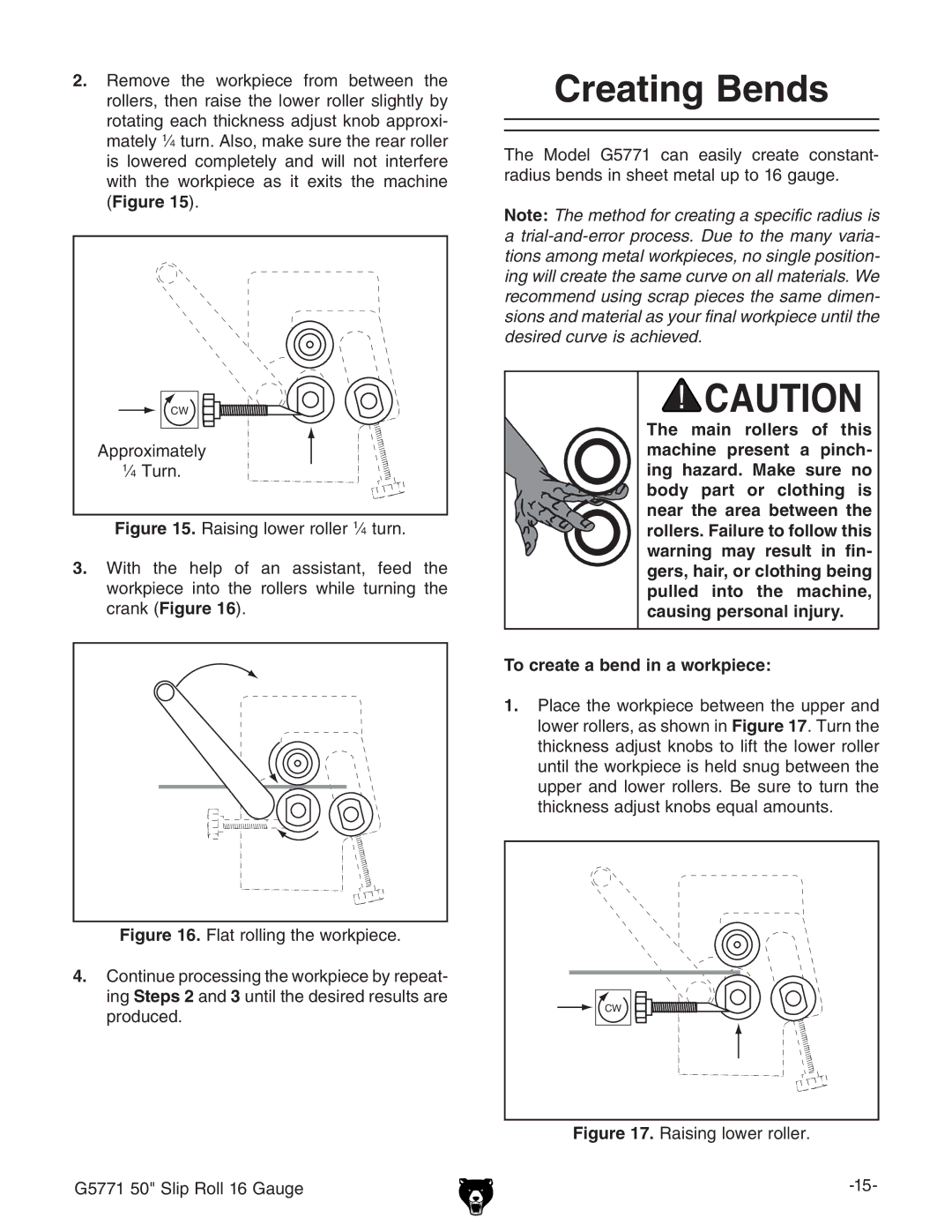
To create a bend in a workpiece:
1.Place the workpiece between the upper and lower rollers, as shown in Figure 17. Turn the thickness adjust knobs to lift the lower roller until the workpiece is held snug between the upper and lower rollers. Be sure to turn the thickness adjust knobs equal amounts.
8L